
 Idioma
Idioma
 English
English عربى
عربى Español
Español 中文简体
中文简体Contenido
- 1 Por qué la fabricación de palas de turbina es uno de los desafíos de ingeniería más exigentes
- 2 Selección de superaleaciones: la base material del rendimiento de las palas
- 3 Fundición a la cera perdida: el proceso central de fabricación de álabes de turbina
- 4 Diseño del sistema de refrigeración: permitir temperaturas de entrada de turbina más altas
- 5 Recubrimientos de barrera térmica: la última línea de defensa contra el calor
- 6 Mecanizado de precisión y acabado dimensional final
- 7 Requisitos de control de calidad y pruebas no destructivas
- 8 Tecnologías de fabricación emergentes que dan forma al futuro de la producción de palas de turbinas
Por qué la fabricación de palas de turbina es uno de los desafíos de ingeniería más exigentes
Palas de turbinas de energía térmica. operar en condiciones que superan los límites de la ciencia de los materiales y la fabricación de precisión. En una central eléctrica moderna alimentada con carbón o gas, las palas de las turbinas de alta presión están expuestas a temperaturas de vapor o gas de combustión que superan los 1.400 °C mientras giran a entre 3.000 y 3.600 RPM, generando tensiones centrífugas equivalentes a transportar una carga de 20 toneladas por pala. Al mismo tiempo, deben mantener tolerancias dimensionales dentro de ±0,05 mm en geometrías tridimensionales complejas de perfiles aerodinámicos. La combinación de gradientes térmicos extremos, fatiga mecánica, oxidación y corrosión significa que la fabricación de álabes de turbina no es un proceso único: es una cadena secuenciada con precisión de disciplinas de selección de materiales, conformado, mecanizado, recubrimiento y prueba, cada una de las cuales determina directamente la eficiencia, confiabilidad y vida útil de la planta.
El mercado mundial de fabricación de palas de turbinas estaba valorado en más de 5.800 millones de dólares en 2023, y las aplicaciones de energía térmica representaban la mayor parte. La presión continua para mejorar la eficiencia termodinámica (cada aumento de 10 °C en la temperatura de entrada de la turbina puede mejorar la eficiencia de la planta de ciclo combinado en aproximadamente 0,3 a 0,5 puntos porcentuales) impulsa la innovación incesante en la tecnología de fabricación de palas.
Selección de superaleaciones: la base material del rendimiento de las palas
Las superaleaciones a base de níquel son la clase de material dominante para los álabes de turbinas de energía térmica y representan más del 80% de las aplicaciones de álabes de turbinas de alta temperatura. Estas aleaciones están diseñadas para conservar la resistencia a la tracción, la resistencia a la fluencia y la resistencia a la oxidación a temperaturas en las que el acero convencional hace tiempo que perdió su integridad estructural. Los elementos de aleación clave incluyen cromo (12–20%) para la resistencia a la oxidación, aluminio y titanio para el endurecimiento por precipitación γ' (gamma prima), cobalto para el fortalecimiento de soluciones sólidas y renio (3–6%) en grados monocristalinos avanzados para suprimir la fluencia a alta temperatura.
Grados policristalinos, solidificados direccionalmente y monocristalinos
Las superaleaciones de las palas de turbina se clasifican por su estructura de grano, que determina directamente la resistencia a la fluencia a temperaturas elevadas. Cuchillas policristalinas fundidas de forma convencional (por ejemplo, IN738, GTD-111) contienen límites de grano aleatorios que se convierten en puntos débiles bajo tensión sostenida de alta temperatura, aceptable para hojas de etapa inferior donde las temperaturas son moderadas. Cuchillas solidificadas direccionalmente (DS) elimine los límites transversales de los granos controlando la dirección de solidificación mediante un horno de gradiente térmico, lo que extiende la vida útil de fluencia entre 2 y 3 veces en comparación con los equivalentes equiaxiales. Cuchillas monocristalinas (SX) (utilizados en la primera y segunda etapa de las turbinas de alta presión) no tienen ningún límite de grano, lo que ofrece la mayor vida útil a la rotura por fluencia y resistencia a la fatiga térmica. Aleaciones como CMSX-4, René N6 y TMS-238 representan el estado actual del arte en materiales de cuchillas monocristalinos, con temperaturas de funcionamiento cercanas a los 1100 °C de temperatura del metal.
Fundición a la cera perdida: el proceso central de fabricación de álabes de turbina
La fundición a la cera perdida es el principal proceso de fabricación de álabes de turbinas de energía térmica, elegido porque puede producir geometrías complejas, casi netas, incluidos intrincados canales de enfriamiento internos, que son imposibles o económicamente inviables de lograr solo con mecanizado. El proceso de fundición a la cera perdida para álabes de turbina implica varias etapas estrictamente controladas:
- Fabricación de núcleos cerámicos: Para las palas enfriadas, primero se fabrican núcleos cerámicos que replican la geometría del conducto de enfriamiento interno (generalmente a partir de cerámica a base de sílice o alúmina) mediante moldeo por inyección. Las dimensiones centrales son críticas; Se deben mantener tolerancias posicionales dentro de ±0,1 mm durante todo el proceso de fundición para garantizar un espesor de pared constante en la hoja terminada.
- Inyección de patrón de cera: Se inyecta cera alrededor del núcleo cerámico para formar la geometría externa de la hoja. Para las hojas monocristalinas, el patrón de cera incluye una semilla inicial y un selector de grano en espiral en el extremo de la raíz que inicia y selecciona la orientación cristalográfica correcta durante la solidificación.
- Construcción de conchas: El conjunto de cera se sumerge repetidamente en una suspensión cerámica y se recubre con estuco refractario (circón, alúmina o mullita) en 8 a 12 capas durante varios días. La cubierta cerámica resultante es lo suficientemente fuerte como para contener una superaleación fundida a temperaturas de vertido superiores a 1.500°C.
- Depilación y cocción: La cera se funde en un autoclave y la carcasa de cerámica se cuece a 900-1100 °C para lograr su máxima resistencia y eliminar los aglutinantes orgánicos residuales antes de la fundición.
- Fundición de solidificación direccional: La masa fundida de superaleación se vierte en la carcasa precalentada en un horno de inducción al vacío. Para las palas DS y SX, el molde se retira de la zona caliente del horno a una velocidad controlada con precisión (3 a 10 mm/min) para producir un frente de solidificación controlado que elimina los límites de grano no deseados.
- Eliminación de cáscara y núcleo: Después de la solidificación, la cubierta cerámica se desprende mecánicamente y el núcleo cerámico interno se elimina mediante lixiviación química en solución caliente de hidróxido de sodio o hidróxido de potasio, dejando intactos los conductos de enfriamiento internos huecos.
Diseño del sistema de refrigeración: permitir temperaturas de entrada de turbina más altas
Las palas de las turbinas de energía térmica modernas funcionan a temperaturas del gas que superan el punto de fusión de la superaleación misma, una paradoja que se resuelve mediante sofisticados sistemas de refrigeración internos y externos. El aire de refrigeración, purgado del compresor a entre un 4% y un 12% del flujo de aire total, se alimenta a través de la raíz de la pala y se hace circular a través de una red de conductos internos antes de ser descargado a través de los orificios de enfriamiento de la película en la superficie de la pala y las ranuras del borde de salida.
Chorros de impacto y enfriamiento por convección interna
Los conductos de enfriamiento internos utilizan canales serpentinos con promotores de turbulencia (tiras de disparo y aletas de pasador) para maximizar la transferencia de calor por convección entre el metal de las aspas y el aire de enfriamiento. Los chorros de impacto (conjuntos de pequeños orificios en un inserto interior) dirigen el aire de enfriamiento a alta velocidad hacia la pared interior del borde de ataque, donde las cargas térmicas son mayores. Las palas avanzadas incorporan entre 20 y 60 pasajes internos individuales, cada uno de ellos dimensionado y colocado mediante análisis de dinámica de fluidos computacional (CFD) para lograr temperaturas del metal objetivo dentro de ±15 °C en toda la superficie de la pala.
Perforación del orificio de enfriamiento de la película
Se perforan orificios de enfriamiento de la película, generalmente de 0,3 a 0,8 mm de diámetro, a través de la pared de la pala en ángulos compuestos de 20 a 45° para crear una película protectora de aire más frío a lo largo de la superficie externa de la pala. Un solo álabe de turbina de alta presión puede contener entre 50 y 200 orificios de enfriamiento de película individuales. Los métodos de perforación incluyen el mecanizado por descarga eléctrica (EDM) para orificios rectos y la perforación con láser o el mecanizado electroquímico de tubos con forma (STEM) para orificios difusores con forma que extienden la película de enfriamiento de manera más efectiva. Se requiere una precisión de posicionamiento de los orificios de ±0,1 mm para evitar la penetración en los conductos de refrigeración o un adelgazamiento inaceptable de las paredes.
Recubrimientos de barrera térmica: la última línea de defensa contra el calor
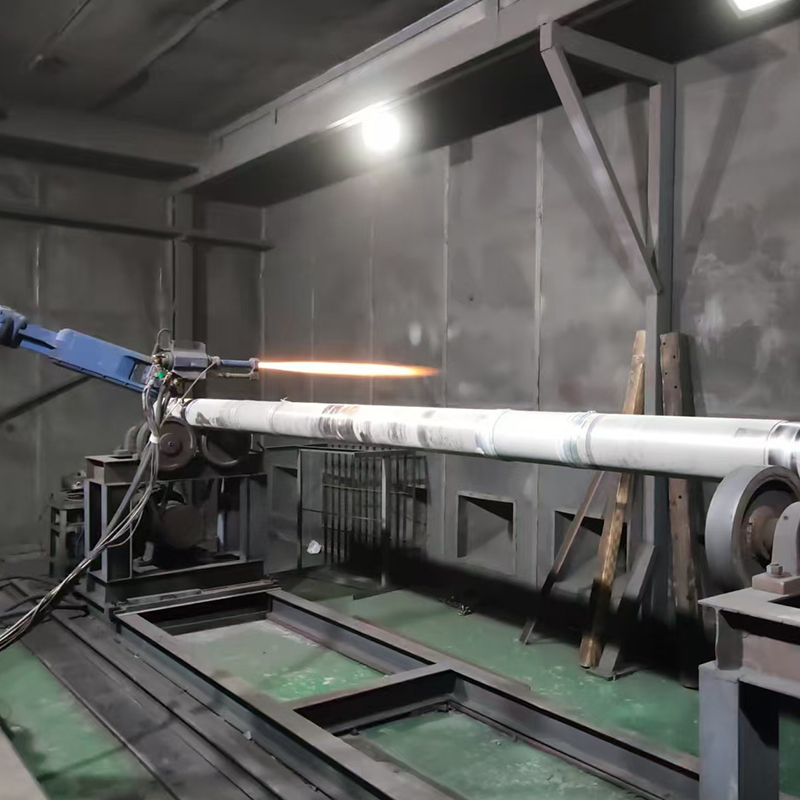
Los sistemas de revestimiento de barrera térmica (TBC) se aplican a las superficies de las palas de las turbinas para proporcionar una caída de temperatura adicional de 100 a 200 °C en la capa superior de cerámica, lo que reduce la temperatura de la superficie del metal y extiende la vida útil de las palas. Un sistema TBC completo consta de dos capas: una capa adhesiva metálica y una capa superior cerámica.
el abrigo de unión — normalmente MCrAlY (donde M = Ni, Co o NiCo) aplicado mediante pulverización de plasma de baja presión (LPPS) o pulverización térmica de oxicombustible de alta velocidad (HVOF) con un espesor de 75 a 150 μm: proporciona resistencia a la oxidación y fija la capa superior de cerámica formando una capa de óxido cultivado térmicamente (TGO). el capa superior de cerámica , más comúnmente un 7% en peso de circonio estabilizado con itrio (YSZ) aplicado con un espesor de 100 a 300 μm, proporciona aislamiento térmico con una conductividad térmica de aproximadamente 2,0 W/m·K, en comparación con ~12 W/m·K para el sustrato de superaleación. Los métodos de aplicación incluyen pulverización de plasma de aire (APS), que produce una microestructura resistente a los ciclos térmicos, y deposición física de vapor por haz de electrones (EB-PVD), que produce una estructura de grano columnar con una tolerancia superior a la deformación, preferida para palas giratorias de alta tensión. La vida de espalación del TBC es un criterio clave para el retiro de la hoja; Los TBC industriales actuales alcanzan entre 20.000 y 40.000 horas de funcionamiento equivalentes antes de que sea necesario reemplazarlos.
Mecanizado de precisión y acabado dimensional final
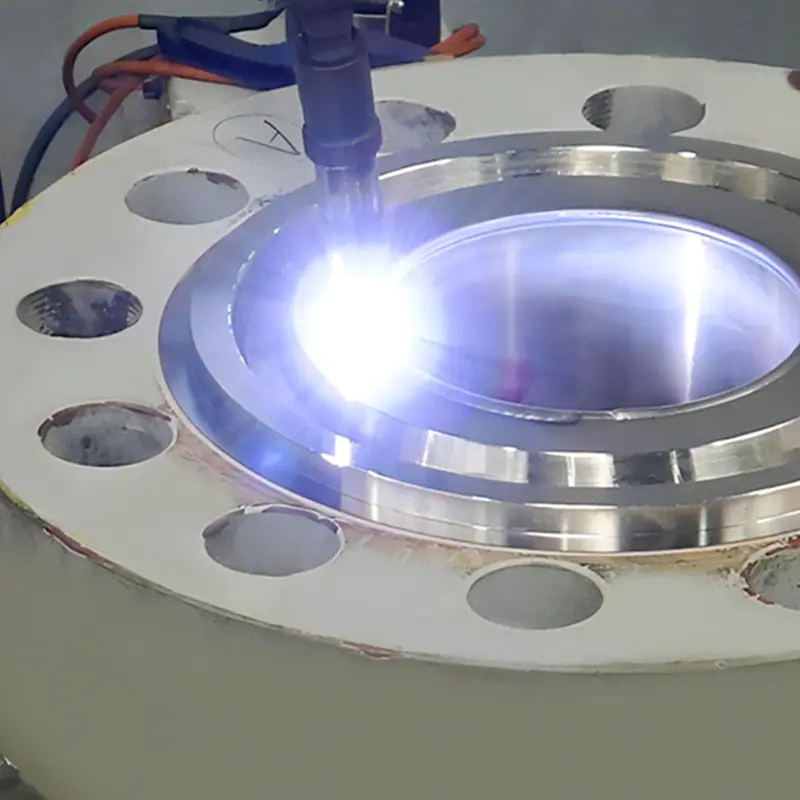
Después de la fundición y el recubrimiento, las palas de la turbina se someten a un mecanizado de precisión para lograr tolerancias dimensionales finales en la unión de la raíz, las caras de la plataforma y las características de la cubierta de la punta. Los centros de fresado CNC de cinco ejes, equipados con CBN (nitruro de boro cúbico) o herramientas de carburo recubierto, mecanizan los perfiles de raíz de abeto o cola de milano que bloquean las palas en los discos de la turbina. Las tolerancias del perfil de la raíz suelen ser de ±0,02 mm, con una rugosidad de la superficie Ra ≤ 0,8 μm para garantizar una distribución adecuada de la tensión en la interfaz cuchilla-disco bajo carga centrífuga.
El mecanizado electroquímico (ECM) y el rectificado electroquímico (ECG) se utilizan para el acabado de bordes de salida y socavados de plataformas donde las herramientas de corte convencionales no pueden acceder o donde se debe eliminar el riesgo de endurecimiento de la superficie. El mecanizado de flujo abrasivo (AFM) se aplica para suavizar las superficies internas de los conductos de enfriamiento, lo que mejora la uniformidad del flujo de aire y reduce la pérdida de presión a través del circuito de enfriamiento de las aspas entre un 5% y un 15% en comparación con el acabado de la superficie fundida.

Requisitos de control de calidad y pruebas no destructivas
Dadas las consecuencias de la falla de las palas, que pueden causar daños catastróficos a las turbinas que requieren meses de parada de la planta, cada pala de una turbina de energía térmica se somete a un extenso protocolo de verificación de calidad antes de su aceptación. Los siguientes métodos de prueba se aplican en varias etapas de fabricación:
| Método de prueba | Lo que detecta | Etapa aplicada |
|---|---|---|
| Radiografía / tomografía computarizada | Porosidad interna, espesor de pared, posición del núcleo. | post-casting |
| Inspección de penetrantes fluorescentes (FPI) | Grietas superficiales, vueltas, cierres fríos. | Post-mecanizado |
| Prueba de corrientes de Foucault | Grietas cerca de la superficie, revestimiento despegado | Recubrimiento posterior |
| Inspección dimensional de la MMC | Perfil aerodinámico, geometría de raíz, ángulo de torsión | Post-mecanizado |
| Pruebas de flujo | Bloqueo del orificio de refrigeración, flujo de paso interno | Premontaje |
| Verificación de la estructura del grano (EBSD) | Orientación del cristal, detección de granos perdidos | post-casting (SX blades) |
Las tasas de rechazo de álabes de turbinas monocristalinas de alta presión pueden alcanzar entre el 20% y el 40% en toda la secuencia de fabricación, lo que refleja la extrema dificultad de lograr de manera consistente todos los criterios de aceptación simultáneamente. Esta alta tasa de desechos es un factor principal del costo de las palas de las turbinas y un foco importante de los esfuerzos continuos de mejora de procesos en toda la industria.
Tecnologías de fabricación emergentes que dan forma al futuro de la producción de palas de turbinas
Varias tecnologías de fabricación avanzadas están remodelando activamente la producción de álabes de turbinas de energía térmica, impulsadas por la necesidad de reducir los plazos de entrega, mejorar la eficacia del enfriamiento y manejar superaleaciones refractarias de próxima generación que son difíciles de procesar mediante rutas de fundición convencionales.
- Fabricación aditiva (fusión selectiva por láser / deposición de energía dirigida): Si bien aún no es capaz de producir álabes de turbina estructurales primarias a escala, la AM se está utilizando para la creación rápida de prototipos de diseños de álabes, la fabricación de inserciones de núcleos cerámicos y la reparación de puntas de álabe y bordes de salida desgastados en servicio, lo que reduce el tiempo del ciclo de reparación de semanas a días.
- Composiciones avanzadas de TBC: Los recubrimientos de barrera térmica de próxima generación basados en circonatos de tierras raras (zirconato de gadolinio, Gd₂Zr₂O₇) ofrecen una conductividad térmica entre un 30% y un 40% menor que YSZ y una estabilidad de fase superior por encima de 1200°C, lo que permite temperaturas de entrada de turbina más altas sin aumentar la temperatura del metal.
- Gemelo digital y simulación de procesos: El software de simulación de fundición integrado (ProCAST, MAGMA), combinado con el monitoreo del proceso en tiempo real, está reduciendo las tasas de rechazo del primer artículo al predecir defectos de solidificación, errores de ejecución y formación de pecas antes de las pruebas físicas de fundición, lo que reduce el tiempo de desarrollo entre un 30% y un 50%.
- Compuestos de matriz cerámica (CMC): Las palas CMC de carburo de silicio reforzadas con fibra de carburo de silicio (SiC/SiC), que ya se utilizan en turbinas de gas, están entrando en el sector de la energía térmica. Con un tercio de la densidad de las superaleaciones y con temperaturas de uso superiores a 1300 °C sin enfriamiento de la película, las palas CMC podrían transformar fundamentalmente la fabricación de palas de turbina en la próxima década.










 TOP
TOP