
 Idioma
Idioma
 English
English عربى
عربى Español
Español 中文简体
中文简体Contenido
- 1 Por qué la selección del recubrimiento es fundamental para el rendimiento del pasador tensor
- 2 Galvanoplastia de zinc: protección económica contra la corrosión con limitaciones
- 3
- 4 Recubrimientos de fosfato: preparación de superficies y lubricación de película seca
- 5 Cromado duro: máxima resistencia al desgaste para aplicaciones de carga alta
- 6 Recubrimientos por pulverización térmica: alternativas de carburo de tungsteno y óxido de cromo
- 7 Niquelado químico: cobertura uniforme y rendimiento compuesto
- 8 Comparación del rendimiento del recubrimiento para aplicaciones de pasador tensor
- 9 Adaptación de la elección del recubrimiento al entorno operativo y a las condiciones de carga
Por qué la selección del recubrimiento es fundamental para el rendimiento del pasador tensor
Pasadores locos son componentes de pivote que soportan carga y se utilizan en una amplia gama de sistemas mecánicos, incluidos conjuntos de trenes de rodaje sobre orugas, sistemas transportadores, maquinaria agrícola, equipos de construcción y mecanismos tensores para automóviles. En cada aplicación, el pasador tensor opera bajo condiciones de tensión de contacto continua o cíclica, movimiento relativo entre superficies de contacto y exposición a contaminantes ambientales que van desde polvo y humedad hasta barro, productos químicos y temperaturas extremas. El material base de un pasador tensor (normalmente acero con contenido medio de carbono, acero aleado o acero cementado) proporciona resistencia estructural, pero es el revestimiento de la superficie el que determina el rendimiento del pasador y su duración en servicio.
La selección del recubrimiento afecta cuatro dimensiones principales de rendimiento: resistencia a la corrosión , resistencia al desgaste , características de fricción , y resistencia a la fatiga . La elección incorrecta del recubrimiento para un entorno operativo determinado puede acelerar la degradación de la superficie, aumentar la frecuencia del mantenimiento y, en última instancia, provocar fallas prematuras de todo el conjunto. Comprender las propiedades mecánicas y químicas de cada tipo de recubrimiento principal (y cómo esas propiedades interactúan con las demandas específicas del servicio del pasador loco) es esencial para los ingenieros que especifican componentes y los equipos de adquisiciones que evalúan las ofertas de los proveedores.
Galvanoplastia de zinc: protección económica contra la corrosión con limitaciones
La galvanoplastia de zinc es uno de los recubrimientos más utilizados en sujetadores y pasadores de acero, incluidos los pasadores tensores utilizados en aplicaciones de servicio liviano a mediano. La capa de zinc (normalmente de 5 a 25 μm de espesor según la especificación) proporciona protección catódica de sacrificio, lo que significa que si el recubrimiento se raya o se rompe, el zinc se corroe preferentemente, protegiendo el sustrato de acero subyacente. En ambientes neutros o levemente corrosivos, un recubrimiento de zinc pasivado con cromato puede proporcionar una resistencia a la niebla salina de 96 a 200 horas para la formación de óxido blanco y de 200 a 500 horas para el óxido rojo, según el espesor del recubrimiento y el tipo de pasivación.
Sin embargo, la galvanoplastia con zinc tiene limitaciones significativas para los pasadores locos en aplicaciones exigentes. Su dureza es muy baja (aproximadamente 70-130 HV), lo que significa que prácticamente no contribuye a la resistencia al desgaste en las superficies de apoyo del pasador. En aplicaciones donde el pasador tensor gira u oscila dentro de un casquillo o soporte bajo carga, el recubrimiento de zinc se desgastará rápidamente, después de lo cual el acero base queda expuesto directamente al entorno operativo. Además, la galvanoplastia con zinc conlleva un riesgo de fragilización por hidrógeno en aceros de alta resistencia (por encima de aproximadamente 1.000 MPa de resistencia a la tracción), que deben gestionarse mediante procedimientos de horneado posteriores a la placa. Para los pasadores tensores fabricados con aceros de aleación totalmente templados o cementados, esta es una preocupación relevante que requiere un control cuidadoso del proceso.
Recubrimientos de fosfato: preparación de superficies y lubricación de película seca
Los recubrimientos de fosfato de manganeso y fosfato de zinc se aplican con frecuencia a los pasadores tensores, particularmente en aplicaciones de trenes de rodaje con orugas y fuera de carretera de servicio pesado. A diferencia de la galvanoplastia de zinc, los recubrimientos de fosfato no funcionan como barreras contra la corrosión independientes: su resistencia inherente a la corrosión es baja y solo brindan una protección mínima sin impregnación adicional con aceite o cera. Su valor principal en aplicaciones de pasadores locos radica en su estructura superficial microcristalina porosa, que cumple dos funciones importantes.
Reducción del desgaste por rodaje
La superficie porosa de un recubrimiento de fosfato de manganeso (generalmente de 5 a 15 μm de espesor, con una dureza de aproximadamente 300 a 400 HV para el fosfato de manganeso) retiene aceite o grasa durante el período de asentamiento inicial de un conjunto. Este lubricante retenido evita el contacto de metal con metal mientras las superficies de contacto del pasador y el orificio chocan entre sí, lo que reduce significativamente el desgaste del adhesivo y las raspaduras durante las primeras horas críticas de operación. Los datos de campo de los componentes del tren de rodaje de vehículos de orugas muestran consistentemente que los pasadores fosfatados y engrasados exhiben tasas de desgaste inicial más bajas que las alternativas sin recubrimiento o galvanizadas en juntas lubricadas con grasa.
Resistencia a la corrosión cuando está impregnado de aceite
Cuando un recubrimiento de fosfato de manganeso se impregna con un aceite antioxidante después de su aplicación, la combinación puede proporcionar una protección significativa contra la corrosión a corto plazo (generalmente de 100 a 250 horas en pruebas de niebla salina), que es suficiente para el almacenamiento y el tránsito. En servicio, el reabastecimiento continuo de lubricación mantiene esta protección en las áreas de contacto de los rodamientos. Sin embargo, para las superficies sin contacto del pasador, la película de aceite se agota con el tiempo y, en ambientes húmedos o químicamente agresivos, se pueden aplicar recubrimientos suplementarios como una cera de acabado o una imprimación rica en zinc sobre el fosfato para extender la protección.
Cromado duro: máxima resistencia al desgaste para aplicaciones de carga alta
El cromado duro, aplicado mediante electrodeposición de cromo a espesores típicamente entre 25 μm y 250 μm, ha sido el punto de referencia de la industria para recubrimientos de pasadores resistentes al desgaste en aplicaciones exigentes durante décadas. Con una dureza de 850-1050 voltios , un bajo coeficiente de fricción contra el acero (aproximadamente 0,16–0,21 en seco) y una buena resistencia a la corrosión debido a la capa superficial pasiva de óxido de cromo, el cromo duro ofrece una combinación de propiedades que es altamente efectiva para pasadores locos que operan bajo cargas radiales pesadas, contaminación abrasiva y lubricación limitada.
En los pasadores tensores de equipos de construcción, como los que se utilizan en los bastidores de orugas de las excavadoras y en los trenes de rodaje de las topadoras, los pasadores cromados duros pueden ofrecer de dos a tres veces más vida útil que los pasadores sin recubrimiento en condiciones de suelo abrasivo. La superficie dura resiste el ranurado de partículas abrasivas y el bajo coeficiente de fricción reduce la generación de calor y la fricción en la interfaz pasador-casquillo. El cromo duro también proporciona buena resistencia a la corrosión del agua, ácidos suaves y fluidos hidráulicos que se encuentran en entornos típicos de obras de construcción.
A pesar de estas ventajas, el cromado duro enfrenta una presión regulatoria cada vez mayor debido al uso de cromo hexavalente (Cr⁶⁺) en el baño de revestimiento, que está clasificado como carcinógeno y está sujeto a controles estrictos según las regulaciones REACH en Europa y las regulaciones de la EPA en los Estados Unidos. Esto está impulsando la adopción de recubrimientos duros alternativos en nuevas especificaciones, incluso cuando se sigue prefiriendo el rendimiento técnico del cromo duro.
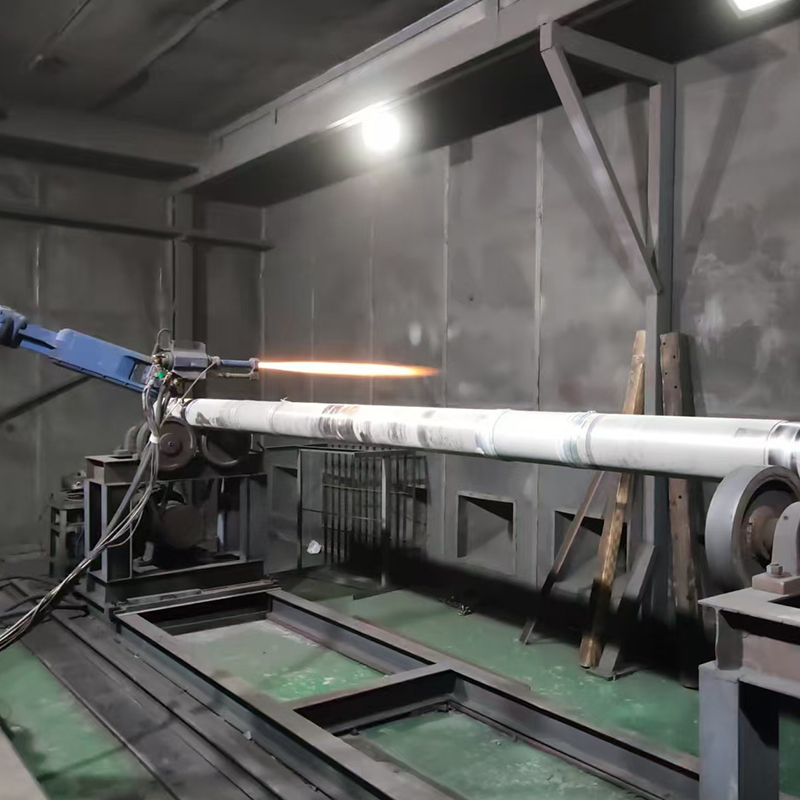
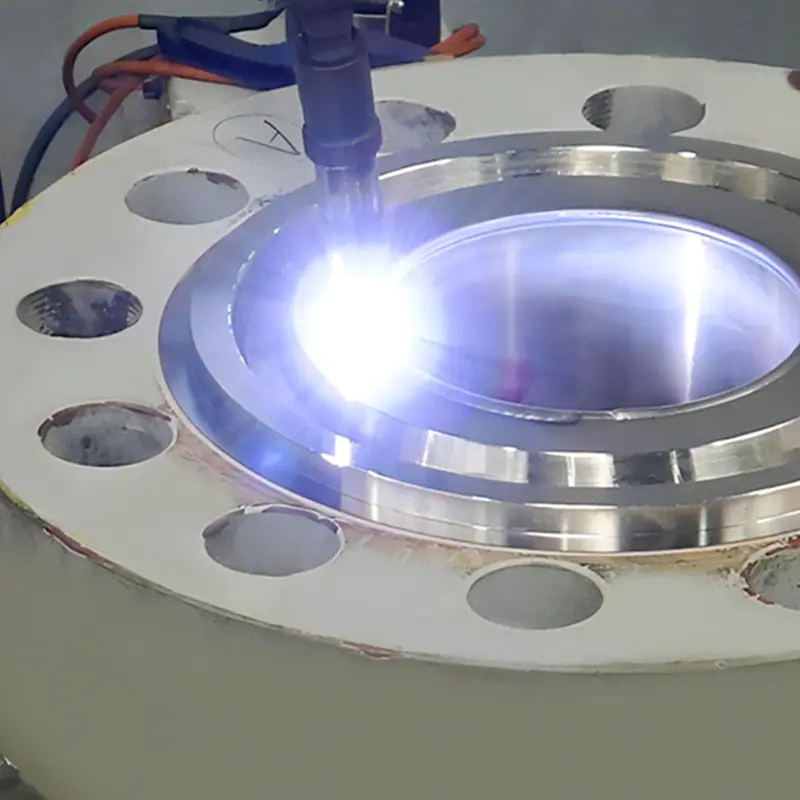
Recubrimientos por pulverización térmica: alternativas de carburo de tungsteno y óxido de cromo
Los recubrimientos de carburo de tungsteno y cobalto (WC-Co) pulverizados con combustible de oxígeno de alta velocidad (HVOF) se especifican cada vez más como reemplazos de cromo duro para pasadores locos en aplicaciones de alto rendimiento. Los recubrimientos WC-Co aplicados con HVOF alcanzan valores de dureza de 1100-1400 voltios - superior al cromo duro - con muy baja porosidad (normalmente inferior al 1%) y tensiones residuales de compresión que mejoran la resistencia a la fatiga en lugar de degradarla. Este último punto es importante: el cromado duro convencional introduce tensiones residuales de tracción en el sustrato, lo que puede reducir la vida útil a la fatiga entre un 20% y un 40% en aplicaciones de ciclo alto. Los recubrimientos HVOF, por el contrario, pueden mejorar la resistencia a la fatiga, lo que los hace preferibles para pasadores tensores sujetos a cargas dinámicas.
Los recubrimientos de óxido de cromo (Cr₂O₃) aplicados mediante pulverización de plasma atmosférico son una alternativa rentable de pulverización térmica para aplicaciones donde la dureza extrema es menos crítica pero se requiere una buena resistencia al desgaste y a la corrosión. Con una dureza en el rango de 900 a 1200 HV y una excelente inercia química, los recubrimientos de óxido de cromo funcionan bien en pasadores tensores en procesamiento químico, sistemas transportadores de la industria alimentaria y entornos marinos donde la corrosión por cloruros o productos químicos de proceso es una preocupación principal junto con el desgaste.
Niquelado químico: cobertura uniforme y rendimiento compuesto
El revestimiento de níquel no electrolítico (EN) deposita una aleación de níquel-fósforo mediante una reacción química autocatalítica en lugar de una deposición electrolítica, lo que significa que el espesor del revestimiento es muy uniforme en toda la superficie del pasador, incluidos los huecos, las secciones roscadas y los orificios internos. Esta uniformidad es una ventaja fundamental para los pasadores locos con geometrías complejas o tolerancias dimensionales estrictas, donde la variación de espesor inherente a la galvanoplastia requeriría un rectificado posterior a la placa para lograr las dimensiones finales.
La dureza del níquel químico depositado varía según el contenido de fósforo: el EN con bajo contenido de fósforo (2–5% P) se deposita a aproximadamente 650–750 HV, mientras que el EN con contenido medio de fósforo (6–9% P) se deposita a 500–600 HV. El tratamiento térmico posterior a la deposición a 300–400 °C puede aumentar la dureza a 900–1050 HV mediante el endurecimiento por precipitación de las fases de fosfuro de níquel. Los recubrimientos EN de alta dureza tratados térmicamente en pasadores tensores ofrecen una resistencia al desgaste cercana a la del cromo duro al tiempo que brindan una cobertura más uniforme y una mejor adhesión en muchas condiciones de sustrato. La resistencia a la corrosión de los recubrimientos EN con contenido medio y alto de fósforo también es excelente (normalmente supera las 500 horas hasta oxidación roja en pruebas de niebla salina neutra), lo que hace que los pasadores tensores chapados en EN sean muy adecuados para entornos marinos, agrícolas e industriales húmedos.
Comparación del rendimiento del recubrimiento para aplicaciones de pasador tensor
| Tipo de revestimiento | Dureza (HV) | Resistencia al desgaste | Resistencia a la corrosión | Impacto de fatiga |
|---|---|---|---|---|
| Electrochapa de zinc | 70–130 | pobre | Moderado (sacrificial) | Ligeramente negativo (riesgo H₂) |
| Fosfato de manganeso | 300–400 | Feria (con aceite) | Bajo (necesita aceite) | Neutro |
| Cromo duro | 850–1.050 | Excelente | bueno | Negativo (esfuerzo de tracción) |
| HVOF WC-Co | 1.100–1.400 | superiores | bueno | Positivo (estrés de compresión) |
| Níquel no electrolítico (HT) | 900-1050 | Muy bueno | Excelente | Neutro to slight positive |
| Óxido de cromo (plasma) | 900-1200 | Muy bueno | Excelente | Neutro |
Adaptación de la elección del recubrimiento al entorno operativo y a las condiciones de carga
Ningún recubrimiento es óptimo para cada aplicación de pasador tensor. La elección correcta requiere una evaluación sistemática del entorno operativo, el régimen de carga, la disponibilidad de lubricación y la accesibilidad al mantenimiento. Las siguientes consideraciones proporcionan un marco práctico para la selección de recubrimientos:
- Sistemas transportadores interiores de servicio liviano con lubricación periódica: La electrochapa de zinc con pasivación con cromato es adecuada y rentable. El desgaste en las superficies de los cojinetes es bajo y la exposición a la corrosión es mínima.
- Equipos pesados sobre orugas todoterreno en suelos abrasivos: Fosfato de manganeso con aceite para montaje y rodaje, transición a cromo duro o HVOF WC-Co para una vida útil máxima donde el costo total de propiedad justifica la prima.
- Ambientes marinos o costeros con exposición a la sal: El níquel químico (medio o alto contenido de fósforo) o el rociado térmico de óxido de cromo proporcionan la mejor combinación de resistencia a la corrosión y protección contra el desgaste.
- Aplicaciones dinámicas de ciclo alto donde la vida a fatiga es crítica: Se prefiere HVOF WC-Co al cromo duro debido a su contribución a la tensión residual de compresión. El granallado del sustrato antes del recubrimiento mejora aún más el rendimiento ante la fatiga.
- Aplicaciones que requieren un control dimensional estricto después del recubrimiento: El níquel químico es la opción preferida debido a su espesor uniforme en todas las superficies, lo que minimiza o elimina los requisitos de pulido posterior a la capa.
La selección del recubrimiento siempre debe validarse según las condiciones operativas específicas mediante pruebas de desgaste acelerado o pruebas de campo monitoreadas antes del compromiso total de producción. Los datos de rendimiento en condiciones controladas de laboratorio no siempre se traducen directamente en el rendimiento en el campo, particularmente cuando las condiciones de lubricación, el ingreso de contaminación y la carga dinámica interactúan de maneras complejas y únicas para cada aplicación. Involucrar a los proveedores de recubrimientos en las primeras etapas del proceso de diseño, en lugar de tratar el recubrimiento como una decisión de la etapa final, garantiza que la preparación del sustrato, los parámetros del proceso de recubrimiento y las tolerancias dimensionales estén alineados con los requisitos de rendimiento desde el principio.










 TOP
TOP