
 Idioma
Idioma
 English
English عربى
عربى Español
Español 中文简体
中文简体Contenido
- 1 El papel central del eje del ventilador en los sistemas de maquinaria rotativa
- 2 Selección de materiales: qué hace que el eje de un ventilador sea realmente de alta resistencia
- 3 Amplia aplicación en ventilación, sopladores, torres de enfriamiento y más
- 4 Características críticas de diseño que separan los ejes de alto rendimiento
- 5 Proceso de fabricación y verificación de calidad.
- 6 Prácticas de instalación, equilibrio y mantenimiento que protegen la vida útil del eje
El papel central del eje del ventilador en los sistemas de maquinaria rotativa
El eje del ventilador es la columna vertebral mecánica de cualquier sistema giratorio de movimiento de aire. Ya sea que la aplicación sea un ventilador de ventilación industrial que mueve aire a través de una fábrica, un ventilador centrífugo que presuriza un suministro de aire de combustión, un ventilador de torre de enfriamiento que funciona en un ambiente permanentemente húmedo y corrosivo, o un ventilador axial grande en un sistema de tiro forzado de una planta de energía, el eje es el único componente responsable de transmitir el torque desde la fuente de transmisión al impulsor y al mismo tiempo soporta las cargas radiales y axiales generadas por el conjunto giratorio. Cada revolución del ventilador, cada variación de carga, cada ciclo térmico y cada evento de vibración pasa a través del eje, lo que hace que la calidad del material, la precisión dimensional y la integridad del diseño sean los principales determinantes de la confiabilidad operativa y la vida útil del sistema.
Eje del ventilador de alta resistencia Los dispositivos están diseñados específicamente para cumplir con los exigentes requisitos mecánicos, térmicos y ambientales de estas aplicaciones. A diferencia de los ejes de ingeniería genéricos producidos con amplias tolerancias dimensionales con acero estructural estándar, los ejes de ventilador de alta resistencia se fabrican a partir de grados de aleación de acero cuidadosamente seleccionados con requisitos de propiedades mecánicas definidos, se procesan mediante un tratamiento térmico controlado para lograr el equilibrio objetivo de resistencia y tenacidad, y se terminan con estándares precisos de calidad dimensional y superficial que garantizan un ajuste correcto del rodamiento, la interfaz del sello y el equilibrio del impulsor. La diferencia en vida útil y confiabilidad operativa entre un eje de ventilador de alta resistencia diseñado específicamente y un sustituto genérico no es marginal; con frecuencia es la diferencia entre años de operación sin mantenimiento y fallas crónicas de rodamientos, problemas de vibración y paradas no planificadas.
Selección de materiales: qué hace que el eje de un ventilador sea realmente de alta resistencia
El término "alta resistencia" en el contexto de los ejes de ventilador se refiere a una combinación específica de propiedades mecánicas, no simplemente resistencia a la tracción de forma aislada, sino un perfil cuidadosamente equilibrado de límite elástico, resistencia a la tracción última, límite de resistencia a la fatiga, tenacidad y dureza que en conjunto determinan cómo responde el eje a los estados de tensión complejos y variables en el tiempo que experimenta en servicio. Un eje que es duro pero quebradizo se agrietará bajo impacto o cargas de choque. Un eje que es resistente pero blando se deformará excesivamente bajo el peso combinado de un impulsor pesado y las fuerzas aerodinámicas que actúan sobre él, provocando desalineación y vibración en los rodamientos. El material adecuado consigue ambas cosas.
Grados de acero aleado de uso común
Los ejes de ventilador de alta resistencia se producen más comúnmente a partir de aceros de aleación de carbono medio en las familias de grado internacional 40Cr, 42CrMo, 40CrNiMo y equivalentes. Estos aceros combinan un contenido de carbono en el rango de 0,38% a 0,45% (suficiente para lograr una alta resistencia mediante tratamiento térmico) con adiciones de cromo, molibdeno y níquel que mejoran la templabilidad, permitiendo la transformación completa a martensita en toda la sección transversal del eje durante el enfriamiento. Esta capacidad de endurecimiento total es fundamental para ejes de gran diámetro: un acero que se endurece sólo en una capa superficial poco profunda deja un núcleo blando y débil que proporciona poca resistencia a las tensiones de flexión y torsión que actúan a través del interior del eje.
| Grado de acero | Resistencia a la tracción (MPa) | Límite elástico (MPa) | Aplicación típica |
| 45 Acero (carbono simple) | 600 – 750 | 355 – 450 | Ventiladores ligeros y de pequeño diámetro |
| 40Cr | 900 – 1000 | 750 – 850 | Ejes de ventilación y sopladores de servicio mediano |
| 42CrMo | 1000 – 1100 | 850 – 950 | Ventiladores industriales de servicio pesado, torres de enfriamiento |
| 40CrNiMo | 1100 – 1250 | 950 – 1100 | Ventiladores para grandes centrales eléctricas, sopladores de alta velocidad. |
| Inoxidable (316L / 2205 Dúplex) | 550 – 800 | 240 – 650 | Ambientes corrosivos, ventiladores químicos y marinos. |
La selección entre estos grados está determinada por el diámetro del eje, la velocidad de funcionamiento, el par transmitido y la criticidad de la aplicación. Para los ejes de ventiladores industriales más grandes (aquellos que impulsan impulsores con diámetros de 3 metros o más en ventiladores de tiro forzado y de tiro inducido de centrales eléctricas), 42CrMo y 40CrNiMo son especificaciones prácticamente universales, ya que la combinación de requisitos de transmisión de alto par, grandes secciones transversales de eje y las graves consecuencias de la falla del eje en estos sistemas críticos justifican el costo adicional de material y procesamiento.
Amplia aplicación en ventilación, sopladores, torres de enfriamiento y más
Los ejes de ventilador de alta resistencia encuentran aplicación en una gama excepcionalmente amplia de sistemas industriales, cada uno de los cuales presenta su propia combinación específica de demandas mecánicas, condiciones ambientales y requisitos de confiabilidad. Comprender las tensiones particulares de cada contexto de aplicación es esencial para una especificación correcta del eje.
Sistemas de Ventilación Industrial
Los ventiladores industriales, incluidos los ventiladores de flujo axial para ventilación general, los ventiladores centrífugos para extracción de procesos y los ventiladores de chorro de ventilación de túnel, funcionan continuamente en entornos que van desde aire limpio de oficina hasta atmósferas industriales muy contaminadas que transportan polvo, vapores químicos, temperaturas elevadas y partículas abrasivas. El eje del ventilador en estos sistemas debe mantener una alineación geométrica precisa entre el motor de accionamiento y el impulsor durante un funcionamiento continuo prolongado, ya que incluso pequeñas desalineaciones de los cojinetes en ventiladores que funcionan continuamente generan daños progresivos por fatiga tanto en el eje como en los cojinetes. Los ejes de alta resistencia con suficiente rigidez para minimizar la deflexión elástica bajo el peso del impulsor y la carga aerodinámica son esenciales para mantener la precisión de la alineación de los rodamientos que determina la vida útil de los rodamientos.
Sopladores industriales
Los sopladores centrífugos y de raíz utilizados en el suministro de aire de combustión, el transporte neumático, la aireación de aguas residuales y los sistemas de presurización de procesos industriales imponen condiciones de carga de eje particularmente exigentes. Los sopladores funcionan a presiones más altas que los ventiladores, generando mayores fuerzas aerodinámicas en el impulsor que deben reaccionar a través del eje y hacia el sistema de cojinetes. Además, los ventiladores suelen funcionar a velocidades de rotación más altas que los ventiladores de capacidad equivalente, lo que aumenta las cargas dinámicas y la sensibilidad del sistema al desequilibrio del eje. Los ejes de ventilador de alta resistencia para aplicaciones de sopladores están diseñados con límites de deflexión conservadores: el eje debe ser lo suficientemente rígido como para que su frecuencia natural bajo carga combinada de flexión y torsión permanezca muy por encima del rango de velocidad de operación, evitando condiciones de resonancia que causan fallas por fatiga catastróficas.
Ventiladores de torre de enfriamiento
Los ejes de los ventiladores de las torres de enfriamiento operan en uno de los entornos más desafiantes que enfrenta cualquier componente de maquinaria rotativa. Están permanentemente expuestos a aire saturado con alta humedad, gotas de agua, productos químicos para el tratamiento del agua, incluidos biocidas e inhibidores de incrustaciones, y, en muchas instalaciones, a contaminantes transportados por el aire de la instalación que se está enfriando. La combinación de tensión mecánica y un entorno químico agresivo crea condiciones ideales para la fatiga por corrosión, un modo de falla en el que el ataque de la corrosión en la superficie del eje inicia grietas por fatiga a niveles de tensión muy por debajo del límite de resistencia normal del material. Los ejes de los ventiladores de las torres de enfriamiento de alta resistencia abordan esto mediante la selección de materiales resistentes a la corrosión, tratamientos superficiales protectores como recubrimientos por rociado térmico o cromado duro en zonas críticas, y características de diseño que eliminan los sitios de corrosión por grietas en los chaveteros, los ajustes de interferencia y las áreas de contacto del sello.
Ventiladores de tiro forzado y de tiro inducido para centrales eléctricas
Las aplicaciones de eje de ventilador más grandes y críticas se encuentran en la generación de energía: los ventiladores de tiro forzado (FD) y de tiro inducido (ID) que suministran aire de combustión y gases de escape de los sistemas de calderas. Estos ventiladores impulsan impulsores que pesan varias toneladas a velocidades de 500 a 1500 RPM, transmitiendo decenas de miles de Newton-metros de torque a través de ejes que pueden tener entre 200 mm y 400 mm de diámetro y varios metros de longitud. Los ejes de los ventiladores ID también enfrentan una exposición a temperaturas elevadas debido a los gases de combustión calientes, lo que requiere una selección de materiales que conserven la resistencia adecuada a temperaturas de funcionamiento de hasta 200 °C o más. La falla del eje en estas aplicaciones provoca el apagado inmediato de la caldera con importantes consecuencias financieras y operativas, lo que justifica las especificaciones de materiales más altas y los estándares de calidad de fabricación más rigurosos.
Características críticas de diseño que separan los ejes de alto rendimiento
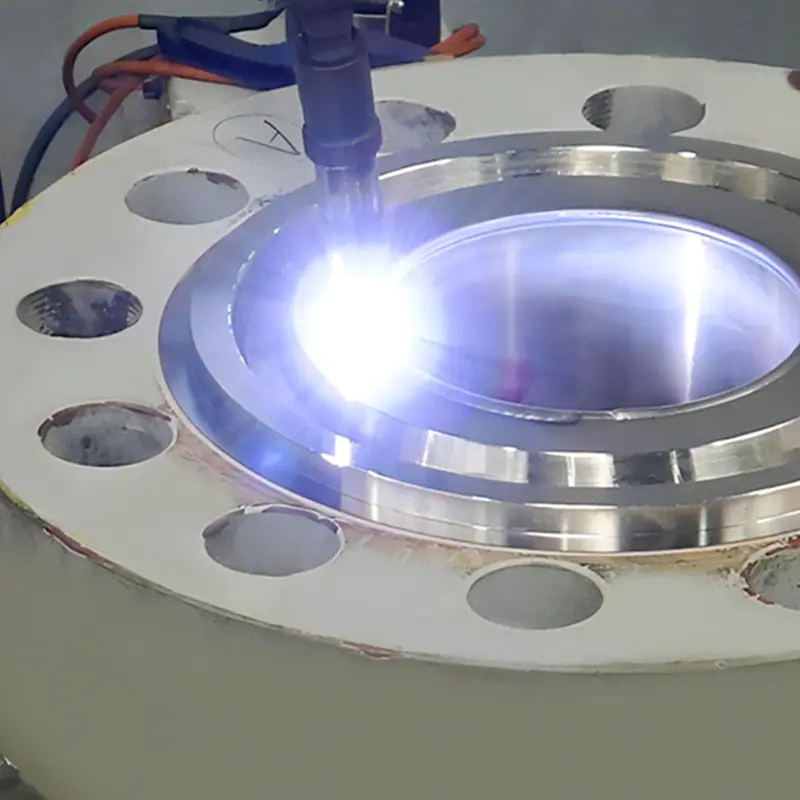
Más allá de la calidad del material, el diseño geométrico de un eje de ventilador de alta resistencia tiene profundos efectos en su resistencia a la fatiga y su confiabilidad. La mayoría de las fallas por fatiga del eje no se originan en las secciones cilíndricas planas; se inician en características de concentración de esfuerzos: chaveteros, ranuras para anillos elásticos, orificios perforados transversalmente, transiciones abruptas de diámetro y límites de ajuste de interferencia. Gestionar estas concentraciones de tensión mediante un diseño bien pensado es tan importante como seleccionar el grado de acero adecuado.
- Amplios radios de filete en las transiciones de diámetro: Los filetes de hombro que conectan diferentes diámetros de eje son los principales sitios de inicio de la fatiga. Los diseños de eje de ventilador de alta resistencia especifican radios de filete tan grandes como lo permita la geometría de la aplicación (generalmente un mínimo del 5% al 10% del diámetro del eje más pequeño), lo que reduce el factor de concentración de tensión de valores superiores a 2,5 para esquinas afiladas a menos de 1,5 para filetes bien diseñados.
- Diseño y ubicación del chavetero: Los chaveteros son inevitables en la mayoría de los diseños de ejes de ventiladores, pero crean importantes concentraciones de tensión. Los chaveteros fresados tienen factores de concentración de tensión de 2,0 a 3,0; Siempre que sea posible, se prefieren los chaveteros brochados con extremos redondeados. Las ubicaciones de los chaveteros deben ubicarse lejos de zonas de alta tensión de flexión, idealmente en regiones de menor momento de flexión, como cerca de los puntos de soporte de los rodamientos en lugar de en la mitad del tramo.
- Acabado superficial en cojinetes y muñones de sello: El acabado de la superficie en los diámetros de los muñones de los cojinetes se especifica en Ra 0,4 a Ra 0,8 micrómetros para cojinetes de elementos rodantes y Ra 0,2 a Ra 0,4 micrómetros para cojinetes lisos, lo que garantiza la formación correcta de la película de aceite y evita daños por fricción en la interfaz cojinete-eje que inicia la fatiga de la superficie.
- Introducción de tensión residual de compresión: El granallado o el bruñido con rodillo de zonas críticas del eje, particularmente superficies de chaveteros y radios de filete, introduce tensiones residuales de compresión en la capa superficial que deben superarse antes de que puedan iniciarse y propagarse grietas por fatiga. Este tratamiento superficial puede aumentar la vida útil a fatiga de una sección de eje en factores de dos a cuatro veces con niveles de tensión nominales idénticos.
- Construcción de eje hueco para diámetros grandes: Para ejes de gran diámetro donde la reducción de peso es importante (ejes de ventiladores de torres de enfriamiento y ejes de ventiladores axiales grandes en particular), la construcción hueca elimina material de la zona central de baja tensión y al mismo tiempo conserva la mayor parte de la rigidez a flexión y torsión del eje. Un eje hueco con una relación de diámetro exterior a interior de 0,6 retiene aproximadamente el 87 % del módulo de sección del eje sólido y al mismo tiempo reduce el peso en un 36 %.
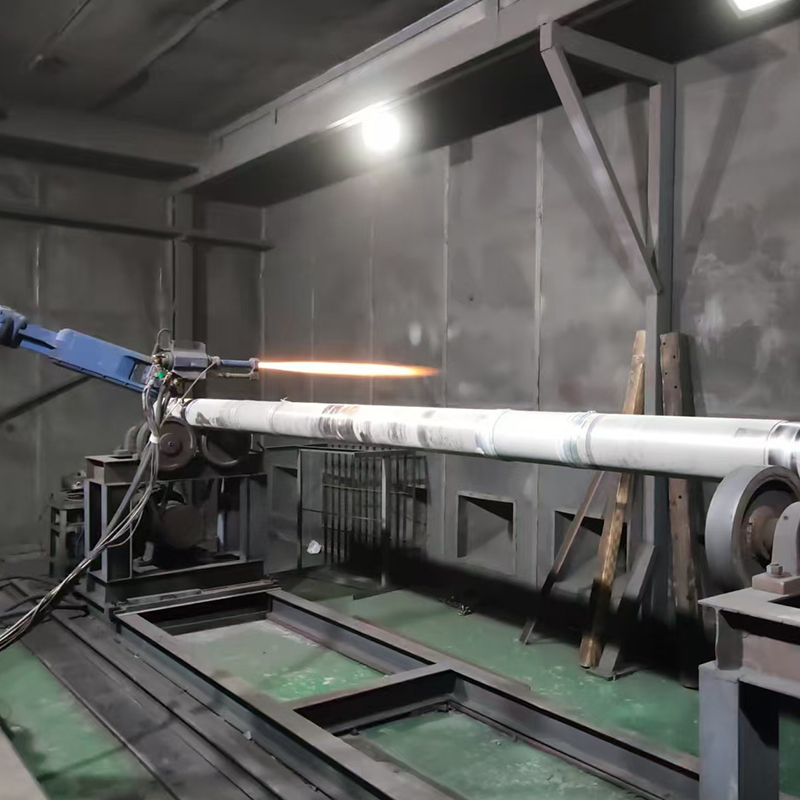
Proceso de fabricación y verificación de calidad.
El proceso de fabricación aplicado a un eje de ventilador de alta resistencia es tan determinante de su rendimiento final como la especificación del material. La secuencia de producción (desde la adquisición de materia prima hasta la forja, el tratamiento térmico, el mecanizado de desbaste, el mecanizado de acabado y la inspección final) debe controlarse en cada etapa para garantizar que el eje terminado cumpla con su intención de diseño sin defectos ocultos o variaciones de propiedades que podrían causar fallas prematuras.
La materia prima para los ejes de ventiladores de alta resistencia generalmente se suministra como barras o tochos forjados en caliente en lugar de barras laminadas, ya que el proceso de forjado refina la estructura del grano del acero, cierra la porosidad interna del proceso de solidificación y alinea el flujo de grano con el eje del eje para maximizar las propiedades mecánicas en la dirección de carga primaria. La certificación de materiales trazable hasta el calor original del acero es un requisito mínimo para aplicaciones críticas, proporcionando evidencia documentada del cumplimiento de la composición química. Las pruebas ultrasónicas de la palanquilla de materia prima antes del mecanizado detectan fallas internas (inclusiones, tuberías o segregación) que podrían causar fallas por fatiga en servicio sin ninguna indicación externa.
El tratamiento térmico (templado y revenido hasta el rango de dureza objetivo) se realiza en la pieza en bruto mecanizada en desbaste en lugar del eje mecanizado final cuando es posible, ya que el mecanizado de acabado posterior elimina la posible capa de descarburación de la superficie introducida durante el tratamiento térmico y garantiza que las superficies mecanizadas con precisión no estén sujetas a distorsión por enfriamiento. La verificación de la dureza en múltiples posiciones a lo largo de la sección transversal del eje confirma que se ha logrado el endurecimiento total. La inspección final incluye la verificación dimensional de todos los diámetros y longitudes críticos frente a las tolerancias de dibujo, la medición del acabado superficial en los cojinetes y los muñones del sello, la medición de la rectitud a lo largo del eje del eje y, en muchas aplicaciones críticas, la inspección con partículas magnéticas de todas las características de concentración de tensiones para detectar discontinuidades superficiales y cercanas a la superficie antes de que el eje entre en servicio.

Prácticas de instalación, equilibrio y mantenimiento que protegen la vida útil del eje
Incluso un eje de ventilador de alta resistencia perfectamente fabricado ofrecerá una vida útil más corta si se instala incorrectamente, no se equilibra adecuadamente o se mantiene mal en servicio. La inversión en un eje de alta calidad sólo se materializa plenamente cuando el eje se trata correctamente durante toda su vida operativa.
- Siempre verifique la alineación del eje y la carcasa del rodamiento utilizando indicadores de cuadrante de precisión o sistemas de alineación láser antes de la puesta en servicio: la desalineación del acoplamiento genera tensiones de flexión giratoria en el eje que se suman directamente a la tensión de diseño y reducen drásticamente la vida útil ante la fatiga.
- Asegúrese de que el conjunto de impulsor y eje esté equilibrado dinámicamente con el grado de equilibrio ISO 1940 adecuado para la velocidad de funcionamiento (normalmente G2,5 o mejor para ventiladores que funcionan por encima de 1000 RPM), ya que el desequilibrio residual genera fuerzas de rotación sincrónicas que son la causa más común de daños por fatiga acelerada en rodamientos y ejes.
- Utilice ajustes de interferencia correctos entre el eje y los componentes, como los cubos del impulsor, los anillos interiores de los cojinetes y los acoplamientos; los ajustes que están demasiado flojos permiten la corrosión por fricción y los micromovimientos que inician grietas por fatiga; Los ajustes demasiado apretados crean tensiones en el ensamblaje que reducen la vida útil de la fatiga en la interfaz.
- Supervise los niveles de vibración de forma continua o a intervalos regulares utilizando equipos de medición de vibraciones portátiles o en línea: una tendencia creciente de vibración en la frecuencia de velocidad de funcionamiento indica un desequilibrio en desarrollo debido a la acumulación de depósitos en el impulsor o daños en las palas, mientras que los componentes subsíncronos o de frecuencia de rodamientos pueden indicar un deterioro de los rodamientos antes de que progrese a dañar el eje.
- Inspeccione la superficie del eje en los chaveteros, las zonas de contacto del sello y cualquier área que muestre corrosión o depósitos de fricción durante las interrupciones de mantenimiento programadas, utilizando métodos de inspección con partículas magnéticas o tintes penetrantes para detectar el inicio de grietas en la superficie antes de que se propaguen a la falla.










 TOP
TOP