
 Idioma
Idioma
 English
English عربى
عربى Español
Español 中文简体
中文简体Contenido
- 1 ¿Qué es? Pulverización térmica y ¿Cómo funciona el proceso?
- 2 Principales procesos de pulverización térmica y sus principios operativos
- 3 Pulverización con llama supersónica: procesos HVOF y HVAF en detalle
- 4 Recubrimiento de carburo de tungsteno: propiedades, grados y uso industrial
- 5 Recubrimientos cerámicos por pulverización térmica: materiales, procesos y aplicaciones
- 6 Preparación de la superficie: la base de la calidad del recubrimiento
- 7 Tratamientos posteriores a la pulverización que mejoran el rendimiento del recubrimiento
- 8 Aplicaciones industriales: donde los recubrimientos por pulverización térmica ofrecen el mayor valor
- 9 Métodos de prueba y control de calidad para recubrimientos por pulverización térmica
- 10 Elegir la solución de pulverización térmica adecuada: un marco de decisión práctico
¿Qué es? Pulverización térmica y ¿Cómo funciona el proceso?
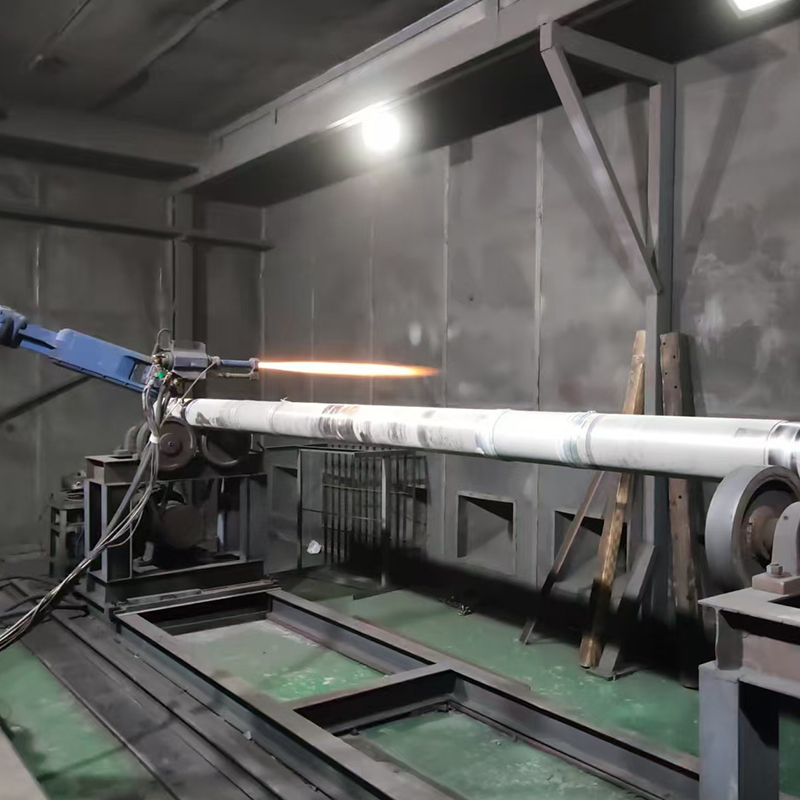
La pulverización térmica es un grupo de procesos de recubrimiento industrial en los que las materias primas (suministradas en forma de polvo, alambre o varilla) se calientan hasta un estado fundido o semifundido y se impulsan a alta velocidad sobre una superficie de sustrato preparada. Tras el impacto, las partículas se aplanan en finas "salpicaduras" con forma de panqueque, se entrelazan mecánicamente con la superficie y entre sí, y se solidifican rápidamente para formar una capa densa y adherente. El sustrato en sí permanece relativamente frío durante todo el proceso, normalmente por debajo de 150 °C para la mayoría de los métodos, lo que significa que los componentes sensibles al calor se pueden recubrir sin distorsión ni cambios metalúrgicos en el material base.
La física fundamental que impulsa la pulverización térmica es sencilla: la calidad del recubrimiento se rige por la combinación de la temperatura y la velocidad de las partículas en el momento del impacto. Las temperaturas más altas mejoran la fusión de las partículas y la unión entre placas, mientras que las velocidades más altas aumentan la energía cinética, reducen la porosidad, mejoran la densidad del recubrimiento y mejoran la fuerza de adhesión. Los diferentes procesos de pulverización térmica logran combinaciones muy diferentes de estos dos parámetros, por lo que la selección del proceso es fundamental para adaptar las propiedades del recubrimiento a los requisitos de la aplicación. La pulverización térmica puede depositar metales, aleaciones, cerámicas, cermets (compuestos de cerámica y metal) y polímeros sobre prácticamente cualquier material de sustrato (acero, aluminio, titanio, cerámica, vidrio e incluso algunos plásticos), lo que la convierte en una de las tecnologías de ingeniería de superficies más versátiles en la fabricación industrial.
Principales procesos de pulverización térmica y sus principios operativos
La familia de pulverización térmica abarca varias variantes de proceso distintas, cada una de las cuales difiere en la fuente de calor utilizada, las temperaturas y velocidades de las partículas alcanzables y la microestructura y propiedades del recubrimiento resultante. Comprender estas diferencias es esencial para que los ingenieros seleccionen un proceso para una aplicación específica.
Spray de llama (polvo y alambre de combustión)
La pulverización con llama convencional es el proceso de pulverización térmica más antiguo y sencillo, que utiliza la combustión de una mezcla de oxígeno y gas combustible (normalmente oxígeno y acetileno o propano) para fundir la materia prima. Las velocidades de las partículas son relativamente bajas, en el rango de 40 a 100 m/s, y las temperaturas de las partículas alcanzan aproximadamente 3000 °C. Los recubrimientos resultantes tienen una porosidad relativamente alta (5–15%), una fuerza de adhesión moderada (10–30 MPa) y son los más adecuados para aplicaciones que requieren protección contra la corrosión, restauración dimensional o simple protección contra el desgaste a un costo moderado. El rociado con llama se usa ampliamente para recubrimientos anticorrosivos de zinc y aluminio en estructuras de acero y puentes.
Pulverización de arco eléctrico
La pulverización por arco eléctrico utiliza dos electrodos de alambre consumibles que se alimentan juntos y se conectan a polos opuestos de una fuente de alimentación de CC. Donde los cables se encuentran, un arco eléctrico funde las puntas de los cables continuamente y un chorro de aire comprimido o nitrógeno a alta velocidad atomiza el material fundido y lo proyecta sobre el sustrato. La pulverización por arco se limita a materiales de alimentación eléctricamente conductores, principalmente metales y aleaciones, pero ofrece altas tasas de deposición (hasta 50 kg/hora) a costos operativos relativamente bajos. Se utiliza ampliamente para la protección contra la corrosión de grandes áreas de estructuras marinas, cascos de barcos y tanques de almacenamiento industriales utilizando alambres de aleación de zinc, aluminio y Zn-Al.
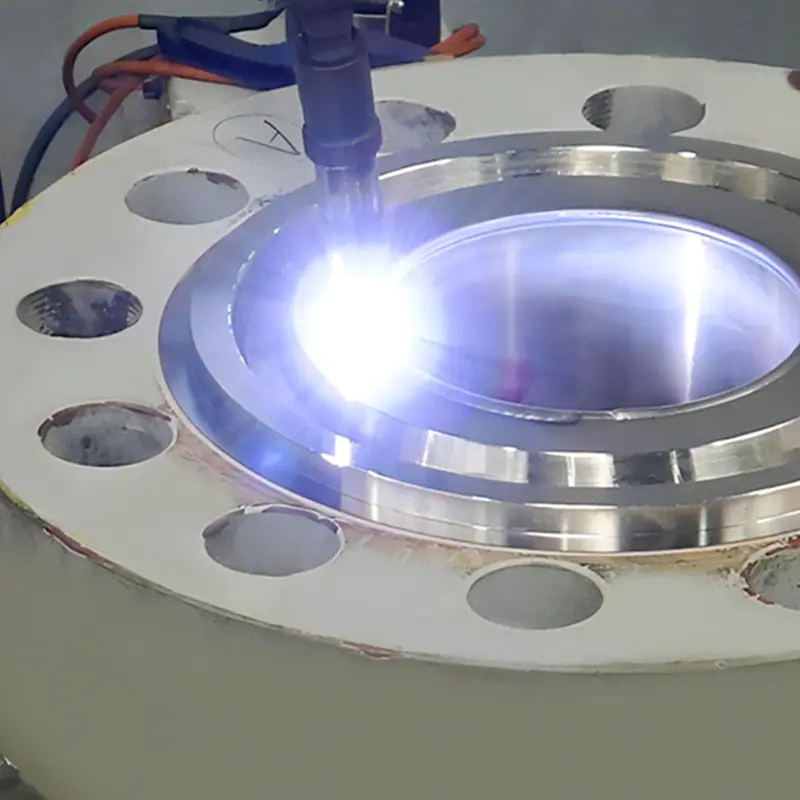
Pulverización de plasma (APS y VPS)
La pulverización de plasma atmosférico (APS) genera un chorro de plasma al hacer pasar un gas (normalmente argón, nitrógeno, hidrógeno o helio) a través de un arco eléctrico de alta frecuencia entre un cátodo y un ánodo en una antorcha de plasma. El chorro de plasma alcanza temperaturas de 6.000 a 20.000 °C, superando con creces el punto de fusión de prácticamente cualquier material, incluidas las cerámicas refractarias y los compuestos de temperaturas ultraaltas. La materia prima en polvo se inyecta radial o axialmente en este chorro, se funde y se acelera a velocidades de 200 a 600 m/s. APS es el proceso dominante para depositar revestimientos cerámicos, incluidos revestimientos de barrera térmica (TBC) de circonio estabilizado con itria (YSZ) en álabes y paletas de turbinas, así como revestimientos de alúmina, cromia y titania para aplicaciones de desgaste y corrosión. La pulverización de plasma al vacío (VPS), operada en una cámara controlada de baja presión, elimina la oxidación durante la deposición y produce recubrimientos más densos y de mayor pureza para aplicaciones aeroespaciales y médicas críticas.
Aerosol frío
La pulverización en frío es fundamentalmente diferente de otros procesos de pulverización térmica: en lugar de fundir la materia prima, acelera las partículas de estado sólido a través de una boquilla de Laval convergente-divergente a velocidades supersónicas de 500 a 1200 m/s utilizando un gas portador de alta presión (nitrógeno o helio) calentado a 200-1000 °C. La unión se produce enteramente a través de energía cinética y deformación plástica tras el impacto, sin que ello implique fusión. Esto elimina la oxidación, las transformaciones de fase y las tensiones de tracción residuales, produciendo recubrimientos completamente densos y libres de oxígeno con tensiones residuales de compresión. La pulverización en frío se utiliza cada vez más para revestimientos eléctricos de cobre, reparación de aluminio resistente a la corrosión en estructuras aeroespaciales y restauración similar a la fabricación aditiva de componentes metálicos desgastados o dañados.
Pulverización con llama supersónica: procesos HVOF y HVAF en detalle
La pulverización con llama supersónica abarca dos procesos de combustión de alta velocidad estrechamente relacionados: combustible de oxígeno de alta velocidad (HVOF) y combustible de aire de alta velocidad (HVAF), que representan los métodos de pulverización térmica más utilizados para depositar recubrimientos densos, duros y resistentes al desgaste en aplicaciones industriales exigentes. Ambos procesos logran la combinación de una alta velocidad de las partículas y una temperatura controlada de las partículas que produce microestructuras de recubrimiento con muy baja porosidad, alta dureza y excelente fuerza de unión.
Mecánica y equipos de procesos HVOF
En HVOF, un gas combustible (comúnmente hidrógeno, propano, propileno, gas natural o un combustible líquido como el queroseno) se quema con oxígeno a alta presión (normalmente 5 a 10 bar) en una cámara de combustión especialmente diseñada. Los gases de combustión calientes se expanden a través de una boquilla convergente-divergente para producir un chorro de gas supersónico a temperaturas de aproximadamente 2700 a 3100 °C y velocidades superiores a 1500 a 2000 m/s. La materia prima en polvo se inyecta axialmente en la corriente de gas en la garganta de la boquilla, donde se transporta, se calienta y se acelera. Las velocidades de impacto de las partículas suelen oscilar entre 600 y 900 m/s, lo que produce recubrimientos con una porosidad inferior al 1 %, valores de dureza superiores a 1200 HV para sistemas WC-Co y resistencias de adhesión a la tracción superiores a 70 MPa. Las pistolas HVOF, como Sulzer Metco DJ2700, Praxair Tafa JP-5000 y el sistema GTV HVOF, son estándares industriales utilizados en aplicaciones aeroespaciales, de petróleo y gas y de herramientas en todo el mundo.
HVAF: la alternativa de baja temperatura
HVAF reemplaza el oxígeno con aire comprimido como oxidante, lo que reduce la temperatura de combustión a aproximadamente 1900-2000 °C mientras mantiene o incluso aumenta las velocidades del gas en comparación con HVOF. La temperatura de llama más baja es particularmente beneficiosa para materias primas a base de carburo: en HVOF, el calor excesivo puede causar la descarburación del carburo de tungsteno (WC → W₂C → W) y la oxidación del aglutinante de cobalto o cromo, degradando la dureza del recubrimiento y la resistencia al desgaste. La temperatura más baja del HVAF reduce en gran medida estas reacciones nocivas, mientras que la mayor velocidad de las partículas aún produce recubrimientos duros y extremadamente densos. Los sistemas HVAF, como los de Uniquecoat Technologies y Kermetico, han demostrado valores de dureza del recubrimiento WC-Co que superan los 1400 HV con una porosidad inferior al 0,5 %, superando muchos puntos de referencia HVOF. Además, el aire comprimido es mucho menos costoso que el oxígeno de grado industrial, lo que reduce los costos operativos entre un 40% y un 60% en comparación con el HVOF.
Comparación de HVOF, HVAF, APS y pulverización en frío para parámetros clave
| Parámetro | HVOF | HVAF | APS | Aerosol frío |
|---|---|---|---|---|
| Temperatura de llama/gas (°C) | 2.700–3.100 | 1.900–2.000 | 6.000–20.000 | 200-1000 |
| Velocidad de partícula (m/s) | 600–900 | 700-1000 | 200–600 | 500-1200 |
| Porosidad del recubrimiento (%) | <1 | <0,5 | 2–10 | <0,5 |
| Fuerza de unión (MPa) | >70 | >80 | 20-60 | >100 |
| Oxidación del revestimiento | Bajo | Muy bajo | Moderado-alto | Ninguno |
| Los mejores tipos de materias primas | Cermets, metales, aleaciones. | Cermets, metales | Cerámica, metales | Metales, aleaciones |
| Costo operativo relativo | Alto | Medio | Alto | Muy Alto (Él) |
Recubrimiento de carburo de tungsteno: propiedades, grados y uso industrial
Los recubrimientos de carburo de tungsteno (WC) depositados mediante pulverización de llama supersónica representan el estándar de oro para la protección contra el desgaste en los entornos industriales más exigentes. El carburo de tungsteno es uno de los materiales más duros conocidos (el WC sinterizado en masa alcanza valores de dureza de 2400 HV) y cuando se combina con una fase aglutinante metálica y se deposita mediante HVOF o HVAF, produce recubrimientos que superan al cromado duro, al níquel no electrolítico y a la mayoría de los demás tratamientos de superficie en aplicaciones de desgaste abrasivo, erosivo y deslizante.
WC-Co: el grado fundamental
Las materias primas en polvo de WC-Co, normalmente formuladas con entre un 12 y un 17 % en peso de aglutinante de cobalto, son la composición de pulverización térmica de carburo de tungsteno más utilizada. La matriz de cobalto proporciona tenacidad y ductilidad a la fase WC inherentemente frágil, produciendo un cermet con un excelente equilibrio de dureza (1000-1300 HV para recubrimientos HVOF), tenacidad a la fractura y resistencia al desgaste. Los recubrimientos de WC-Co se aplican con espesores de 0,1 a 0,5 mm y se utilizan habitualmente en émbolos de bombas, varillas hidráulicas, impulsores de bombas de lodo, matrices de extrusión y superficies de rodillos industriales. La principal limitación del WC-Co es su susceptibilidad a la corrosión en ambientes ácidos o que contienen cloruro, donde el aglutinante de cobalto se disuelve preferentemente, socavando la integridad estructural de la estructura del WC.
WC-CoCr: resistencia mejorada a la corrosión y al desgaste
Los grados de polvo de WC-CoCr, más comúnmente WC-10Co-4Cr (10% en peso de cobalto, 4% en peso de cromo), abordan la limitación de la corrosión del WC-Co incorporando cromo en la fase aglutinante. El cromo forma una capa pasiva de óxido de Cr₂O₃ que resiste el ataque en ambientes ligeramente ácidos (pH 4–10) y atmósferas marinas. Los recubrimientos WC-10Co-4Cr pulverizados con HVOF alcanzan valores de dureza de 1050 a 1250 HV, porosidad inferior al 0,5% y resistencia a la corrosión notablemente superior al WC-Co en agua de mar y exposición a ácidos diluidos. Este grado se ha convertido en el sustituto preferido del cromado duro en los componentes de trenes de aterrizaje aeroespaciales, tras la presión regulatoria para eliminar la galvanoplastia con cromo hexavalente según REACH y normativas medioambientales equivalentes. Los fabricantes de aeronaves, incluidos Boeing, Airbus y sus proveedores de nivel 1, han calificado los recubrimientos WC-10Co-4Cr HVOF como alternativas directas de cromo duro en varillas de actuador, cilindros hidráulicos y componentes del tren de aterrizaje.
WC-Ni y WC-NiCr: Para ambientes altamente corrosivos
Para aplicaciones que involucran medios fuertemente corrosivos, incluidos ácidos concentrados, álcalis o gases oxidantes a alta temperatura, se especifican grados de WC que utilizan aglutinantes de níquel o níquel-cromo. Los recubrimientos WC-12Ni y WC-15Ni ofrecen una excelente resistencia química en un rango de pH más amplio que los aglutinantes a base de cobalto, ya que el níquel es inherentemente más resistente a la corrosión. Los grados WC-NiCr, análogos a las aleaciones de la familia Inconel, amplían la capacidad de temperatura de servicio y proporcionan resistencia a la oxidación a temperaturas de hasta 500 °C. Estos grados sacrifican algo de dureza en comparación con el WC-Co (normalmente 900-1100 HV), pero son esenciales en equipos de procesamiento químico, maquinaria de papel y pulpa y componentes de motores diésel marinos expuestos a un desgaste corrosivo agresivo.
Efectos del tamaño de las partículas de carburo en el rendimiento del recubrimiento
El tamaño de las partículas de carburo de WC dentro de la materia prima en polvo afecta significativamente tanto el comportamiento de pulverización como las propiedades del recubrimiento final. Los polvos de WC convencionales contienen granos de carburo en el rango de 1 a 5 μm. Se han desarrollado polvos de WC submicrónicos y nanoestructurados (granos de carburo <500 nm) para aprovechar el efecto de endurecimiento Hall-Petch: los tamaños de grano más pequeños producen recubrimientos más duros. Sin embargo, los polvos de WC nanoestructurados son mucho más susceptibles a la descarburación durante la pulverización HVOF porque la mayor relación superficie-volumen acelera las reacciones de pérdida de carbono. La pulverización HVAF, con su temperatura de llama más baja, se adapta mucho mejor a las materias primas de WC nanoestructuradas y puede producir recubrimientos con una dureza superior a 1500 HV con una descarburación mínima. Los polvos de WC bimodales (que combinan carburos de escala micrométrica y nanométrica) ofrecen un compromiso práctico entre dureza, tenacidad y estabilidad del proceso.
Recubrimientos cerámicos por pulverización térmica: materiales, procesos y aplicaciones
Los recubrimientos cerámicos por pulverización térmica cumplen funciones fundamentalmente diferentes a las de los recubrimientos metálicos y cermet. Sus funciones principales incluyen aislamiento térmico (recubrimientos de barrera térmica), aislamiento eléctrico, resistencia a la oxidación y corrosión en caliente a temperaturas extremas, y protección contra el desgaste abrasivo y erosivo en ambientes de alta temperatura donde los recubrimientos metálicos se oxidarían o ablandarían. Los altos puntos de fusión de los materiales cerámicos (la alúmina se funde a 2072 °C y la circona a 2715 °C) hacen que la pulverización de plasma atmosférico (APS) sea el proceso de deposición dominante, ya que sólo los sopletes de plasma generan suficiente calor para fundir completamente estos materiales refractarios de manera confiable.
Recubrimientos de barrera térmica de circonio estabilizado con itria (YSZ)
YSZ es el material de recubrimiento cerámico por pulverización térmica más importante en términos de valor económico y criticidad de ingeniería. La circona (ZrO₂) sufre una destructiva transformación de fase tetragonal a monoclínica al enfriarse, lo que provoca expansión volumétrica y agrietamiento. La adición de 6 a 8% en peso de itria (Y₂O₃) estabiliza la fase tetragonal de manera metaestable a temperatura ambiente, creando un material con una conductividad térmica muy baja (~2,3 W/m·K), un alto coeficiente de expansión térmica (~11 × 10⁻⁶ /°C) y una excelente resistencia al ciclo térmico. Los TBC YSZ depositados con APS se aplican con espesores de 100 a 600 μm en los componentes de la sección caliente de turbinas de gas y motores aeronáuticos (revestimientos de cámara de combustión, conductos de transición, álabes de turbina y álabes) sobre una capa de unión metálica (normalmente aleación MCrAlY). El TBC reduce la temperatura de la superficie del metal entre 100 y 300 °C, lo que permite que las temperaturas de entrada de la turbina excedan el punto de fusión del sustrato de superaleación de níquel, lo que aumenta drásticamente la eficiencia termodinámica y la potencia del motor.
Recubrimientos de Alúmina y Alúmina-Titania
Los recubrimientos por pulverización térmica de alúmina (Al₂O₃) son los caballos de batalla de las aplicaciones de aislamiento eléctrico y desgaste cerámico. Los recubrimientos de alúmina depositados con APS alcanzan valores de dureza de 800 a 1000 HV y proporcionan una excelente resistencia al desgaste abrasivo y por deslizamiento, una rigidez dieléctrica superior a 15 kV/mm para aislamiento eléctrico y una buena resistencia química a muchos ácidos y álcalis. Se aplican ampliamente en guías de maquinaria textil, revestimientos de bombas, rodillos de impresión y accesorios de componentes electrónicos. Las mezclas de alúmina-titania (Al₂O₃-TiO₂), más comúnmente en composiciones de 3%, 13% y 40% de TiO₂, modifican la microestructura de alúmina pura mediante la introducción de una fase de TiO₂ rutilo que actúa como aglutinante entre las salpicaduras de alúmina, mejorando la fuerza cohesiva y reduciendo las microfisuras. La mezcla de TiO₂ al 13 % es la formulación más popular y ofrece una combinación equilibrada de dureza (~850 HV), tenacidad y densidad de recubrimiento superior a la alúmina pura con parámetros de pulverización equivalentes.
Recubrimientos de cromia (Cr₂O₃)
Los recubrimientos de cromia depositados por APS se encuentran entre los recubrimientos cerámicos por pulverización térmica más duros que se pueden lograr, con valores que alcanzan entre 1200 y 1400 HV, acercándose a los de los cermets para WC rociados con HVOF. La dureza excepcional de la cromia, combinada con su resistencia química a muchos solventes orgánicos, ácidos débiles y álcalis, la hace particularmente valiosa en la industria de la impresión y el embalaje para contrarrodillos de cuchillas doctoras (rodillos anilox), en aplicaciones de guías de fibras textiles y en componentes de bombas que manejan lodos abrasivos levemente corrosivos. El distintivo color verde oscuro a negro de los recubrimientos de cromia es un identificador práctico en servicio. La cromia no se comporta bien en atmósferas fuertemente reductoras o en contacto con metales oxidables a altas temperaturas, donde puede actuar como agente oxidante.
Recubrimientos de Titania (TiO₂) y Espinela
Los recubrimientos de titania pura APS ofrecen propiedades tribológicas únicas: TiO₂ exhibe un comportamiento autolubricante bajo ciertas condiciones de contacto deslizante debido a la formación de fases de rutilo favorables al corte, lo que lo hace atractivo para aplicaciones que requieren baja fricción junto con una modesta resistencia al desgaste. Los recubrimientos de espinela (MgAl₂O₄ y ZnAl₂O₄) se utilizan como capas base de barrera térmica y capas aislantes eléctricas en equipos de calentamiento por inducción y aplicaciones de calentamiento por resistencia donde se requiere la combinación de aislamiento eléctrico y estabilidad térmica a temperaturas de hasta 1400 °C. Los recubrimientos de mullita (3Al₂O₃·2SiO₂) se aplican sobre componentes cerámicos de carburo de silicio y nitruro de silicio en turbinas de gas para proporcionar funcionalidad de recubrimiento de barrera ambiental (EBC), protegiendo el sustrato a base de silicio del ataque del vapor de agua a altas temperaturas.
Preparación de la superficie: la base de la calidad del recubrimiento
Independientemente del proceso de pulverización térmica o del material de recubrimiento seleccionado, la calidad de la preparación de la superficie realizada antes de la pulverización es el factor más influyente que determina la fuerza de adhesión del recubrimiento y el rendimiento a largo plazo. Los recubrimientos por pulverización térmica se unen principalmente a través de un entrelazamiento mecánico (las salpicaduras fundidas se anclan en el perfil de rugosidad de la superficie) en lugar de a través de uniones metalúrgicas o químicas. La preparación inadecuada de la superficie es responsable de la mayoría de fallas prematuras del recubrimiento en aplicaciones de campo.
- Granallado: El método de preparación más universalmente empleado, que utiliza alúmina angular (Al₂O₃) o arena de acero impulsada a alta velocidad para limpiar simultáneamente la superficie de óxidos, contaminantes y recubrimientos previos, y para crear un perfil de rugosidad superficial controlado. Los valores Ra de 4 a 10 μm son el objetivo para la mayoría de los recubrimientos por pulverización térmica. La selección del medio de granallado es importante: se prefiere la arena de alúmina para sustratos donde la contaminación con hierro procedente de arena de acero es inaceptable, como los componentes de superaleación de titanio o níquel. El tamaño del grano y la presión del chorro deben optimizarse para evitar incrustar fragmentos del medio en la superficie o inducir un trabajo en frío excesivo en el subsuelo.
- Limpieza y desengrase químico: Todas las superficies deben estar libres de aceites, agentes desmoldantes, refrigerantes de mecanizado y contaminantes orgánicos antes de la granallado. El desengrasado con solventes (acetona, IPA o desengrasado con vapor) o la limpieza alcalina se realiza antes del granallado. Fundamentalmente, la superficie granallada debe rociarse dentro de un período de tiempo definido (normalmente de 2 a 4 horas para sustratos de acero con humedad normal) para evitar la reoxidación, lo que reduce drásticamente la adhesión.
- Enmascaramiento y control dimensional: Las áreas que no se van a recubrir deben protegerse con máscaras de silicona reutilizables, tapones metálicos o cinta adhesiva de alta temperatura. Para componentes diseñados con precisión, como actuadores de trenes de aterrizaje o émbolos de bombas, las dimensiones del sustrato deben verificarse antes de pulverizar para que las dimensiones finales esmeriladas y terminadas cumplan con las tolerancias después de las operaciones de recubrimiento y pulido posteriores a la pulverización.
- Aplicación de la capa adhesiva: Para aplicaciones que requieren una adhesión mejorada o para mitigar el desajuste de expansión térmica entre el sustrato y la capa superior, particularmente para sistemas cerámicos TBC, se aplica una capa de unión metálica antes de la capa superior cerámica. Las aleaciones MCrAlY (donde M = Ni, Co o Ni Co) se pulverizan mediante HVOF, VPS o pulverización de plasma a baja presión (LPPS) hasta espesores de 75 a 150 μm, formando una capa de óxido cultivado térmicamente (TGO) durante el servicio que fija la capa superior cerámica.
Tratamientos posteriores a la pulverización que mejoran el rendimiento del recubrimiento
Los recubrimientos por pulverización térmica recién pulverizados a menudo se benefician de tratamientos posteriores a la deposición que refinan su microestructura, sellan la porosidad residual, mejoran el acabado de la superficie o alivian las tensiones internas. El postratamiento adecuado depende del material de recubrimiento, el entorno de aplicación y las propiedades finales requeridas.
Esmerilado y lapeado para requisitos dimensionales y de acabado superficial
La mayoría de los recubrimientos por pulverización térmica se depositan ligeramente sobredimensionados y posteriormente se pulen o traslapan hasta alcanzar las dimensiones y el acabado superficial finales. Para los recubrimientos de WC-Co y WC-CoCr en varillas hidráulicas y trenes de aterrizaje, el rectificado cilíndrico con muelas de diamante logra valores de rugosidad superficial de Ra 0,1 a 0,4 μm y tolerancias dimensionales de ±0,01 mm o mejores. Los parámetros de rectificado deben controlarse cuidadosamente para evitar microfisuras en el frágil revestimiento cerámico o cermet, especialmente en el rectificado en seco: los refrigerantes a base de agua son esenciales. Para los recubrimientos cerámicos como la alúmina, se requiere de manera similar un pulido con diamante, ya que los abrasivos convencionales no son lo suficientemente duros para mecanizar estos materiales de manera eficiente.
Impregnación de sellador
Los recubrimientos por pulverización térmica contienen inherentemente una red de poros interconectados y aislados. En ambientes corrosivos, estos poros proporcionan vías para que las soluciones electrolíticas penetren a través del recubrimiento y ataquen el sustrato. La impregnación de selladores (la aplicación de selladores orgánicos de baja viscosidad como resinas epoxi, fenólicos o compuestos a base de PTFE mediante impregnación al vacío o aplicación superficial) rellena la porosidad abierta y sella el recubrimiento contra la entrada de corrosivos. El sellado es una práctica estándar para recubrimientos anticorrosivos de zinc y aluminio pulverizados térmicamente en estructuras de acero y para recubrimientos cerámicos APS en ambientes húmedos. Para aplicaciones por encima de 200°C, se deben utilizar selladores inorgánicos basados en química de fosfato o silicato en lugar de materiales orgánicos.
Tratamiento Térmico y Prensado Isostático en Caliente (HIP)
El tratamiento térmico al vacío o en atmósfera controlada de recubrimientos metálicos rociados térmicamente puede promover la unión por difusión entre placas, aliviar las tensiones residuales y, para aleaciones autofundentes como NiCrBSi, desencadenar una reacción de sinterización en fase líquida que densifica el recubrimiento hasta una porosidad cercana a cero y crea una verdadera unión metalúrgica con el sustrato. Este proceso de "fusión", realizado entre 1000 y 1100 °C, produce recubrimientos con fuerzas de adhesión superiores a 300 MPa, acercándose a la fuerza cohesiva del propio material de recubrimiento. El prensado isostático en caliente (HIP), aplicado a recubrimientos de componentes aeroespaciales complejos, utiliza alta temperatura y alta presión de gas inerte simultáneamente para cerrar toda la porosidad residual, y está especificado para componentes críticos de turbinas donde cualquier defecto podría limitar la vida útil.
Aplicaciones industriales: donde los recubrimientos por pulverización térmica ofrecen el mayor valor
Los recubrimientos por pulverización térmica se emplean en una gama notablemente diversa de industrias. La siguiente tabla asigna las industrias clave a sus requisitos de recubrimiento primario y las soluciones de pulverización térmica más comúnmente especificadas:
| Industria | Componente / Aplicación | Material de revestimiento | Proceso | Beneficio primario |
|---|---|---|---|---|
| Aeroespacial | Álabes de turbinas, paletas, cámaras de combustión. | Capa adhesiva YSZ TBC MCrAlY | APS/VPS | Aislamiento térmico, resistencia a la oxidación. |
| Aeroespacial | Tren de aterrizaje, varillas de actuador | WC-10Co-4Cr | HVOF | Reemplazo de cromo duro, corrosión por desgaste. |
| Petróleo y gas | Émbolos de bomba, asientos de válvula, estabilizadores de perforación. | WC-Co, WC-CoCr, Cr₃C₂-NiCr | HVOF/HVAF | Resistencia al desgaste abrasivo y erosivo. |
| Generación de energía | Tubos de calderas, aspas de ventiladores, rotores de turbinas. | Cr₃C₂-NiCr, NiCrAlY, WC-Co | HVOF/APS | Erosión, resistencia a la oxidación a alta temperatura. |
| Impresión y embalaje | Rodillos anilox, contrarrodillos de cuchilla doctora | Cr₂O₃, Al₂O₃-TiO₂ | APS | Dureza extrema, control de liberación de tinta. |
| Dispositivos médicos | Implantes ortopédicos (vástagos de cadera, rodilla) | Hidroxiapatita (HA), Ti | APS/VPS | Crecimiento óseo, osteointegración. |
| Marina e infraestructura | Puentes, estructuras marinas, cascos de barcos. | Zinc, Aluminio, Zn-15Al | Pulverización por arco/pulverización con llama | Protección catódica contra la corrosión |
Métodos de prueba y control de calidad para recubrimientos por pulverización térmica
Garantizar la calidad de un recubrimiento por pulverización térmica requiere un programa de pruebas sistemático que valide tanto los parámetros del proceso utilizados durante la deposición como las propiedades finales del recubrimiento. Los programas de calidad en aplicaciones industriales críticas y aeroespaciales se rigen por especificaciones como AMS 2447 (recubrimientos por pulverización térmica), AMS 2448 y aprobaciones de procesos específicos del cliente, que exigen pruebas documentadas con frecuencias definidas.
- Prueba de microdureza (HV0.3 o HV0.1): La microdureza Vickers medida en secciones transversales metalográficas es el indicador de calidad del recubrimiento más común. Los valores mínimos de dureza se especifican para cada grado de recubrimiento; por ejemplo, WC-10Co-4Cr de HVOF debe alcanzar un mínimo de 1050 HV0,3 según la mayoría de las especificaciones aeroespaciales. Se toman al menos 10 indentaciones a lo largo del espesor del recubrimiento y se promedian, con el rechazo de cualquier valor individual que se desvíe más de ±15% de la media.
- Medición de porosidad mediante análisis de imágenes: Las secciones transversales metalográficas se preparan mediante impregnación de epoxi al vacío para preservar los poros, se pulen hasta obtener un acabado de diamante de 1 μm y se examinan mediante microscopía óptica o electrónica de barrido. El software de análisis de imágenes mide la fracción de área de los poros, que normalmente requiere una porosidad inferior al 1 % para los recubrimientos cermet HVOF y inferior al 5 % para los recubrimientos cerámicos APS.
- Pruebas de adherencia a la tracción (ASTM C633): La adhesión del recubrimiento se mide uniendo con epoxi una plataforma rodante (de 25 mm de diámetro) a la superficie del recubrimiento y luego cargándola en tensión hasta que falle. La carga de falla se divide por el área unida para dar la fuerza de adhesión en MPa. El modo de falla (falla adhesiva (interfaz revestimiento-sustrato), cohesiva (dentro del revestimiento) o epoxi) está documentada ya que proporciona información de diagnóstico sobre la calidad del revestimiento.
- Análisis de fase por difracción de rayos X (DRX): Para los recubrimientos a base de WC, la XRD se utiliza para detectar y cuantificar los productos de descarburación (W₂C, W metal) que se forman durante el calentamiento excesivo en HVOF. Especificaciones como los requisitos de ASME para recubrimientos de WC-CoCr en válvulas submarinas imponen límites máximos al contenido de W₂C detectable por XRD, lo que garantiza que el proceso de pulverización se controle adecuadamente.
- Medición de espesor por corrientes de Foucault o inducción magnética: El espesor del recubrimiento se verifica utilizando métodos electromagnéticos no destructivos en sustratos metálicos o mediante mediciones de perfilometría que comparan los perfiles de superficie antes y después de la pulverización. La conformidad del espesor garantiza que las operaciones posteriores al pulido alcanzarán las dimensiones finales especificadas sin exponer el sustrato.
Elegir la solución de pulverización térmica adecuada: un marco de decisión práctico
Seleccionar el proceso de pulverización térmica y el material de recubrimiento óptimos para una aplicación específica requiere una evaluación sistemática del entorno de servicio, las limitaciones del sustrato, los requisitos de rendimiento y las consideraciones económicas. El siguiente marco de decisión guía a los ingenieros a través de las preguntas clave:
- Defina el modo de falla principal: ¿El componente está fallando por desgaste abrasivo, erosión, desgaste adhesivo, fricción, corrosión, oxidación o fatiga térmica? Cada modo de falla se aborda mejor mediante una clase de recubrimiento específica. La abrasión y la erosión apuntan a cermets para WC por HVOF; la fatiga térmica en piezas de sección caliente apunta a YSZ TBC por APS; La corrosión galvánica de las estructuras de acero apunta a zinc o aluminio pulverizado por arco.
- Evalúe la sensibilidad a la temperatura del sustrato: Si el sustrato es un acero tratado térmicamente que no debe exceder los 150°C, son apropiados HVOF o pulverización en frío; si se trata de un álabe de turbina de superaleación de níquel que puede soportar altas temperaturas, es adecuado VPS o pulverización de plasma a baja presión. Los sustratos poliméricos requieren pulverización en frío o procesos especializados de pulverización con llama a baja temperatura.
- Evaluar la geometría y las restricciones de acceso: Grandes superficies planas o cilíndricas se recubren fácilmente con sistemas de pulverización robóticos automatizados. Los orificios internos complejos, las características ciegas y las socavaduras presentan desafíos importantes para los procesos de pulverización térmica con línea de visión y pueden requerir configuraciones de pistola especializadas o tecnologías de recubrimiento alternativas.
- Considere la economía del volumen y la producción: Para componentes automotrices o de productos de consumo de gran volumen, la pulverización por arco o la pulverización por llama ofrecen el coste por pieza más bajo. Para componentes aeroespaciales o de petróleo y gas de bajo volumen y alto valor, donde el rendimiento del recubrimiento determina directamente la vida útil y la seguridad de los activos, el mayor costo operativo de HVOF o HVAF se justifica plenamente por la prima de rendimiento entregada.
- Verificar los requisitos reglamentarios y de especificaciones: Las aplicaciones aeroespaciales regidas por las especificaciones del OEM o de la autoridad de aeronavegabilidad pueden exigir un proceso, material de recubrimiento y calificación del proveedor específicos. Los programas de reemplazo de cromo duro según las directivas REACH o del Departamento de Defensa de EE. UU. especifican HVOF WC-CoCr como la alternativa calificada. Los permisos ambientales pueden restringir el uso de ciertos materiales de pulverización (p. ej., los polvos que contienen cobalto requieren un aislamiento y una filtración rigurosos).










 TOP
TOP