
 Idioma
Idioma
 English
English عربى
عربى Español
Español 中文简体
中文简体Contenido
- 1 Comprensión de los recubrimientos resistentes a la abrasión y a la corrosión
- 2 Tipos de recubrimientos resistentes a la abrasión y su rendimiento
- 3 Recubrimientos resistentes a la corrosión: mecanismos y opciones de materiales
- 3.1 Recubrimientos metálicos de sacrificio: aleaciones de zinc, aluminio y Zn-Al
- 3.2 Recubrimientos de aleaciones a base de níquel para equipos de procesos químicos
- 3.3 WC-CoCr como revestimiento combinado resistente al desgaste y a la corrosión
- 3.4 Recubrimientos de barrera contra la corrosión de polímeros y epoxi
- 4 Bujes resistentes al desgaste: especificaciones de diseño, materiales y revestimiento
- 5 Émbolos resistentes al desgaste: ingeniería de superficies para una vida útil prolongada
- 5.1 HVOF WC-CoCr: el principal revestimiento de émbolo resistente al desgaste
- 5.2 Recubrimientos cerámicos de émbolo para procesamiento de productos químicos y alimentos
- 5.3 Émbolos cromados duros y transición a alternativas modernas
- 5.4 Requisitos de acabado de superficies posteriores al revestimiento para émbolos
- 6 Comparación de tecnologías de recubrimientos resistentes a la abrasión y a la corrosión, una al lado de la otra
- 7 Proceso de preparación y aplicación de superficies para una máxima adherencia del recubrimiento
- 8 Industrias y componentes que más se benefician de los recubrimientos resistentes a la abrasión y la corrosión
- 9 Lista de verificación de especificaciones prácticas para proyectos de recubrimientos resistentes a la abrasión y la corrosión
Comprensión de los recubrimientos resistentes a la abrasión y a la corrosión
Los recubrimientos resistentes a la abrasión y a la corrosión son dos de las soluciones de ingeniería de superficies más críticas implementadas en la industria pesada, el petróleo y el gas, la minería, la hidráulica y la fabricación. Si bien sus nombres sugieren funciones distintas, en la práctica las aplicaciones industriales más exigentes requieren ambas propiedades simultáneamente: el émbolo de una bomba que opera en una suspensión cargada de arena y químicamente agresiva debe resistir el corte de partículas abrasivas, el impacto erosivo y el ataque de corrosión electroquímica, todo al mismo tiempo. Comprender qué diferencia a estos tipos de recubrimiento a nivel de material y microestructural es esencial para especificar la solución adecuada para una aplicación determinada.
Los recubrimientos resistentes a la abrasión funcionan presentando una superficie extremadamente dura que resiste la penetración y la acción de arado de partículas abrasivas. El material de recubrimiento debe tener una dureza significativamente mayor que la del medio abrasivo; una regla general común es que una superficie debe ser al menos un 20 % más dura que el abrasivo para entrar en el régimen de desgaste "abrasivo suave", donde las tasas de desgaste caen dramáticamente. Los recubrimientos resistentes a la corrosión, por el contrario, protegen formando una barrera químicamente inerte que evita que los electrolitos lleguen al sustrato, actuando como un ánodo de sacrificio (protección catódica) o manteniendo una capa de óxido pasiva que se autocura cuando se rompe. Los sistemas de recubrimiento más sofisticados combinan una capa densa y dura de cermet o cerámica para resistencia a la abrasión con una química aglutinante resistente a la corrosión o una microestructura sellada para abordar ambos mecanismos de degradación.
Tipos de recubrimientos resistentes a la abrasión y su rendimiento
La selección de un recubrimiento resistente a la abrasión depende de la naturaleza del abrasivo, la severidad del régimen de desgaste, la temperatura de funcionamiento y si el ataque químico es un factor concurrente. Se encuentran disponibles varias tecnologías de recubrimiento distintas, cada una con perfiles de rendimiento y nichos de aplicación característicos.
Recubrimientos Cermet de carburo de tungsteno de HVOF
Los recubrimientos de carburo de tungsteno rociados con combustible de oxígeno de alta velocidad (HVOF), en particular los grados WC-12Co, WC-17Co y WC-10Co-4Cr, representan los recubrimientos resistentes a la abrasión de mayor rendimiento disponibles para componentes que operan a temperaturas inferiores a 500 °C. La fase dura de WC, con una dureza intrínseca superior a 2400 HV, se distribuye dentro de un aglutinante metálico resistente (cobalto o cobalto-cromo) que proporciona resistencia a la fractura y evita la espalación frágil bajo cargas de impacto. El procesamiento HVOF acelera las partículas parcialmente fundidas a 600-900 m/s, produciendo recubrimientos con una porosidad inferior al 1%, valores de dureza de 1050-1350 HV y resistencias de adhesión a la tracción superiores a 70 MPa. En las pruebas de abrasión estandarizadas según ASTM G65 (prueba de rueda de caucho seco), los recubrimientos HVOF WC-Co exhiben volúmenes de desgaste entre 10 y 50 veces menores que el acero endurecido y entre 5 y 15 veces menores que el cromado duro. Estos recubrimientos se especifican para émbolos de bombas hidráulicas, tornillos de extrusoras, bordes de ataque de aspas de ventiladores, aspas clasificadoras de molinos de carbón y componentes de tuberías de lodos donde habitualmente se logra una extensión de la vida útil de 3 a 10 veces en comparación con el acero sin recubrimiento.
Recubrimientos de carburo de cromo para abrasión a alta temperatura
Cuando las temperaturas de funcionamiento superan los 500 °C (más allá de las cuales el WC sufre descomposición oxidativa), los recubrimientos de carburo de cromo, principalmente Cr₃C₂-NiCr (típicamente 75 % Cr₃C₂, 25 % aglutinante de NiCr), se convierten en la solución resistente a la abrasión preferida. Los recubrimientos de Cr₃C₂-NiCr mantienen valores de dureza de 850 a 1000 HV a temperaturas elevadas, proporcionan una excelente resistencia a la oxidación y la corrosión en caliente y se utilizan en paneles de tubos de calderas, paletas de compresores de turbinas de gas, matrices de conformado en caliente y superficies de moldes de vidrio. La fase aglutinante de NiCr proporciona resistencia a la oxidación mediante la formación de incrustaciones de cromia, mientras que la fase dura de carburo de cromo resiste la penetración de partículas abrasivas. Los recubrimientos de Cr₃C₂-NiCr depositados con HVOF demuestran tasas de desgaste entre 20 y 40 veces inferiores a las del acero inoxidable 316 a 800 °C en pruebas de erosión.
Recubrimientos cerámicos resistentes a la abrasión
Los recubrimientos cerámicos rociados con plasma de alúmina (Al₂O₃), cromia (Cr₂O₃) y alúmina-titania (Al₂O₃-13%TiO₂) brindan una excelente resistencia a la abrasión en aplicaciones donde se requiere simultáneamente aislamiento eléctrico, inercia química o una dureza superficial muy alta. La cromia pulverizada con plasma alcanza valores de dureza del recubrimiento de 1200 a 1400 HV, lo que la convierte en uno de los materiales cerámicos de pulverización térmica más difíciles de conseguir. Se utiliza ampliamente en guías de hilo de maquinaria textil, rodillos de impresión anilox y manguitos de bombas que manejan fluidos abrasivos ligeramente corrosivos. La alúmina al 13 % de titania ofrece una dureza de aproximadamente 850 HV con una tenacidad a la fractura mejorada en comparación con la alúmina pura, lo que la hace más resistente al desconchado bajo cargas de impacto. Los recubrimientos cerámicos están limitados por su fragilidad bajo cargas de impacto concentradas y por las microfisuras inducidas por estrés térmico que pueden ocurrir durante ciclos térmicos rápidos.
Cromo duro y sus alternativas industriales
El cromo duro galvanizado ha sido históricamente el recubrimiento resistente a la abrasión más utilizado en ingeniería hidráulica y de precisión, y ofrece una dureza de 850 a 1050 HV, baja fricción y un excelente acabado superficial. Sin embargo, el baño de galvanoplastia de cromo hexavalente (Cr⁶⁺) está estrictamente regulado por REACH (UE), la Ley de Aire Limpio de EE. UU. y la legislación equivalente en la mayoría de los países industrializados debido a su carcinogenicidad. Esto ha impulsado la calificación a gran escala de los recubrimientos HVOF WC-CoCr como sustitutos del cromo duro, un programa liderado por el Departamento de Defensa de EE. UU. (programa SERDP) y fabricantes de equipos originales aeroespaciales europeos. HVOF WC-10Co-4Cr supera de manera demostrable al cromo duro en resistencia al desgaste (5 a 10 veces menos desgaste en pruebas de deslizamiento alternativo), resistencia a la corrosión (3 a 5 veces más vida en la prueba de niebla salina) y vida a la fatiga (sin fragilización por hidrógeno, que es un mecanismo de falla importante en el cromado duro de sustratos de acero de alta resistencia).
Recubrimientos resistentes a la corrosión: mecanismos y opciones de materiales
Los recubrimientos resistentes a la corrosión deben adaptarse no solo al material del sustrato sino también al ambiente corrosivo específico: la química del medio (pH, iones disueltos, carácter oxidante o reductor), la temperatura, la velocidad del flujo y la relación de potencial electroquímico entre el recubrimiento y el sustrato son factores determinantes en la selección del recubrimiento y la vida útil esperada.
Recubrimientos metálicos de sacrificio: aleaciones de zinc, aluminio y Zn-Al
Los recubrimientos de zinc y aluminio pulverizados térmicamente brindan protección contra la corrosión a las estructuras de acero a través de un mecanismo dual: protección de barrera (el denso recubrimiento metálico separa físicamente el acero del medio ambiente) y protección catódica de sacrificio (el zinc y el aluminio son electroquímicamente más activos que el acero, por lo que se corroen preferentemente, protegiendo el sustrato incluso a través de poros o daños del recubrimiento). Los recubrimientos de zinc pulverizados por arco de 100 a 150 μm de espesor sobre estructuras de acero cumplen con la norma ISO 2063 y han demostrado una vida útil superior a 40 años en ambientes atmosféricos marinos y de inmersión, superando dramáticamente a los sistemas de pintura orgánica. Los recubrimientos de aleación Zn-15Al combinan la actividad catódica del zinc con las propiedades de barrera superiores del óxido de aluminio, lo que extiende aún más la vida útil. Estos recubrimientos se especifican en puentes, plataformas marinas, torres de turbinas eólicas y cascos de portacontenedores como protección primaria contra la corrosión, a menudo sellados con un sellador inorgánico o epoxi para eliminar cualquier porosidad residual.
Recubrimientos de aleaciones a base de níquel para equipos de procesos químicos
Para componentes expuestos a ácidos concentrados, álcalis, soluciones de cloruro y gases oxidantes a alta temperatura, los recubrimientos de aleaciones a base de níquel (Inconel 625 (NiCrMoNb), Hastelloy C-276 (NiCrMoW) y NiCrAlY) brindan una excelente resistencia a la corrosión combinada con una dureza moderada (250–450 HV) y ductilidad. Se aplican recubrimientos de Inconel 625 pulverizados con HVOF con una porosidad inferior al 0,5 % y una oxidación mínima en vasijas de reactores químicos, tubos de intercambiadores de calor, componentes de digestores de pulpa y papel y carcasas de bombas de agua de mar. El alto contenido de cromo (21%) y molibdeno (9%) de Inconel 625 le confieren una resistencia excepcional a las picaduras, la corrosión por grietas y la corrosión por tensión en ambientes con cloruro. Para estas aleaciones se prefiere la deposición HVOF, en lugar de la pulverización de plasma, porque el menor aporte de calor minimiza la oxidación selectiva de los elementos (particularmente el cromo) y maximiza la densidad del recubrimiento.
WC-CoCr como revestimiento combinado resistente al desgaste y a la corrosión
WC-10Co-4Cr es el material de recubrimiento más utilizado donde se requiere resistencia simultánea a la abrasión y a la corrosión. La adición de cromo al aglutinante de cobalto forma una película superficial pasiva de Cr₂O₃ que resiste la corrosión en ambientes con pH que oscilan entre 4 y 10 y en niebla salina marina. En comparación con el WC-12Co, que sufre una disolución del aglutinante en ambientes ácidos o marinos que socava la estructura del WC y conduce a un desgaste acelerado, el WC-10Co-4Cr mantiene su integridad y propiedades mecánicas significativamente más tiempo en servicio corrosivo-abrasivo. Las pruebas electroquímicas en una solución de NaCl al 3,5% muestran recubrimientos HVOF de WC-10Co-4Cr con densidades de corriente de corrosión (Icorr) de 5 a 10 veces menores que las de WC-12Co, lo que refleja la pasivación mejorada proporcionada por el aglutinante enriquecido con cromo.
Recubrimientos de barrera contra la corrosión de polímeros y epoxi
En aplicaciones donde el desgaste no es una preocupación principal pero el objetivo es la protección contra la corrosión de grandes superficies a un costo mínimo, los recubrimientos epóxicos de alto espesor, epóxicos novolac y fluoropolímeros (PTFE, PVDF, Halar ECTFE) ofrecen soluciones prácticas. Los recubrimientos epóxicos Novolac aplicados con un espesor de película seca de 500 a 1000 μm brindan una excelente resistencia al ácido sulfúrico concentrado, solventes y productos químicos de hidrocarburos en revestimientos de tanques, partes internas de tuberías e interiores de recipientes de proceso. Los recubrimientos a base de PTFE añaden propiedades antiadherentes y de baja fricción además de resistencia química, lo que los hace valiosos en equipos de procesamiento de alimentos, partes internas de reactores químicos y componentes de válvulas donde se debe evitar la adhesión o contaminación del producto. Estos recubrimientos están limitados por su temperatura máxima de funcionamiento (normalmente 120–260 °C según el tipo de polímero), baja dureza (Shore D 50–80) y susceptibilidad a daños mecánicos por impacto o cargas puntuales concentradas.
Bujes resistentes al desgaste: especificaciones de diseño, materiales y revestimiento
Los casquillos son componentes de manguito cilíndrico que proporcionan una superficie de apoyo entre dos partes móviles, generalmente un eje giratorio o alternativo y una carcasa. Los casquillos resistentes al desgaste son fundamentales para la confiabilidad y la vida útil de bombas, cilindros hidráulicos, cajas de engranajes, bocinas marinas, pasadores y orificios para equipos de construcción y maquinaria industrial. La falla del buje (por desgaste excesivo, agarrotamiento o corrosión) resulta en pérdida dimensional, vibración, aumento de holguras, fugas de fluido y, en última instancia, falla catastrófica de los componentes. La ingeniería de bujes resistentes al desgaste requiere una consideración cuidadosa del par tribológico (materiales del buje y del eje de acoplamiento y condiciones de la superficie), el régimen de lubricación, la carga, la velocidad y los factores ambientales.
Recubrimientos para bujes resistentes al desgaste, rociados térmicamente
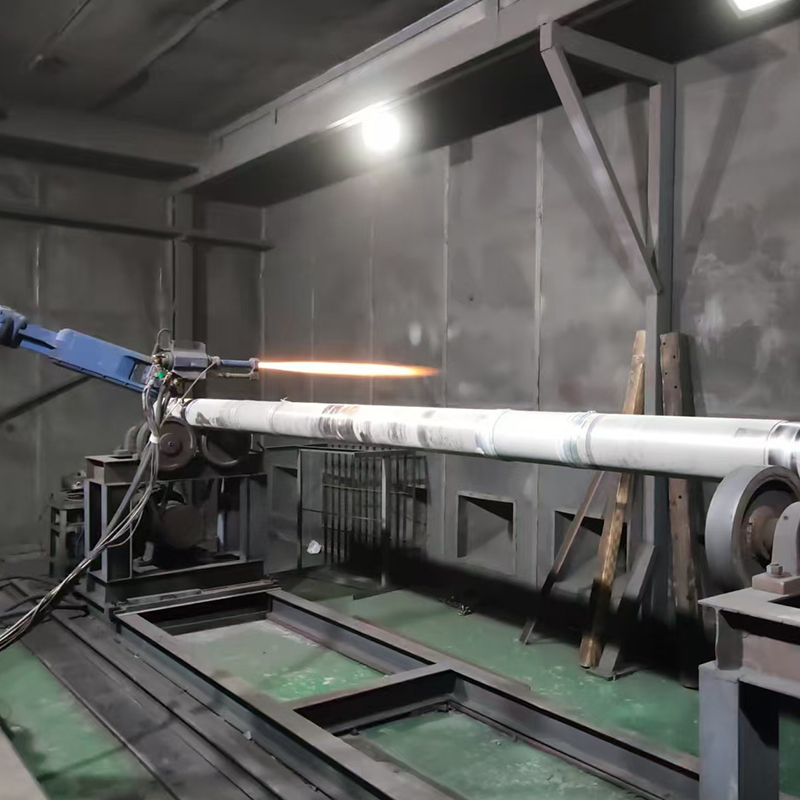
La aplicación de recubrimientos por pulverización térmica a la superficie del orificio (ID) de los bujes o a la superficie del diámetro exterior de los muñones del eje permite recuperar los componentes desgastados a sus dimensiones originales y, simultáneamente, mejorarlos con una superficie superior resistente al desgaste. Para los diámetros internos de los bujes, los recubrimientos HVOF WC-Co o WC-CoCr aplicados con un espesor de 0,2 a 0,5 mm, seguidos de un rectificado cilíndrico de precisión para alcanzar el diámetro del orificio y el acabado de la superficie (Ra 0,2 a 0,8 μm), brindan una resistencia al desgaste dramáticamente superior al sustrato de acero o bronce subyacente. Este enfoque se usa ampliamente en bujes de cruceta de bombas de lodo de petróleo y gas, bujes guía de varilla de actuador hidráulico y bujes de pasador de grúa donde el reemplazo de todo el componente forjado tendría un costo prohibitivo. El buje reparado y repintado normalmente alcanza una vida útil igual o superior a la de una pieza nueva OEM.
Bujes de desgaste de bronce y a base de Babbitt
Los bujes tradicionales resistentes al desgaste en aplicaciones de maquinaria rotativa utilizan bronce de cobre y estaño (SAE 660, SAE 841) o aleaciones de plomo y bronce que proporcionan una superficie de rodamiento más suave que se adapta al eje bajo carga, distribuye las tensiones de contacto e incrusta partículas abrasivas en lugar de rayar la superficie más dura del eje. Los bujes de bronce impregnados de grafito amplían esta capacidad al servicio sin lubricar o con lubricación intermitente. Los revestimientos de bronce pulverizados con arco sobre carcasas de cojinetes desgastadas o ejes de gran tamaño restauran las holguras del OEM a un costo significativamente menor que el reemplazo de componentes. Para aplicaciones de carga muy alta y baja velocidad, como columnas de prensa pesadas y tambores de elevación de minas, se funde o pulveriza con plasma metal blanco (Babbitt), principalmente aleaciones a base de estaño o plomo, sobre carcasas de respaldo de acero para proporcionar la combinación requerida de conformabilidad, integrabilidad y resistencia a la corrosión en ambientes lubricados con aceite.
Bujes con revestimiento cerámico para aislamiento eléctrico y abrasión
En aplicaciones que requieren aislamiento eléctrico entre el eje y la carcasa (cojinetes de motores eléctricos sujetos a corrientes parásitas del eje, casquillos de instrumentación en entornos electromagnéticos y equipos de procesamiento de semiconductores), los revestimientos cerámicos rociados con plasma de alúmina (Al₂O₃) o alúmina-titania en las superficies de diámetro exterior o interior del casquillo proporcionan aislamiento eléctrico (resistencia dieléctrica de 15 a 20 kV/mm) y resistencia a la abrasión simultáneamente. El revestimiento cerámico previene la erosión por descarga eléctrica (picaduras por electroerosión) que destruye los rodamientos lubricados convencionalmente en aplicaciones de motores de transmisión de frecuencia variable (VFD). Los casquillos recubiertos de cerámica también se utilizan en equipos de transporte de medios abrasivos (sinfines para granos, transportadores de tornillo de cemento y bombas de lodo de arena) donde la combinación de inercia química y alta dureza proporciona intervalos de servicio sustancialmente extendidos en comparación con las alternativas de polímero o bronce.
Criterios clave de selección para bujes resistentes al desgaste
| Tipo de buje/recubrimiento | Dureza (HV) | Temperatura máxima de funcionamiento | Lubricación requerida | Mejor aplicación |
|---|---|---|---|---|
| HVOF WC-CoCr | 1.050–1.300 | 500°C | Sí (inundación o película) | Servicio hidráulico, bomba, corrosivo-abrasivo. |
| Cromia APS (Cr₂O₃) | 1200-1400 | 800°C | Opcional | Orificios textiles, de impresión y resistentes a productos químicos. |
| APS Alúmina-13%TiO₂ | 800–950 | 1.000°C | No requerido | Aislamiento eléctrico, servicio abrasivo seco. |
| Bronce Grafito (SAE 841) | 80–120 | 250°C | Autolubricante | Pasadores oscilantes de baja velocidad y libres de mantenimiento |
| NiCrBSi (fusionado) | 550–750 | 650°C | si | Abrasión por impacto, asientos de válvulas, manguitos de bomba |
Émbolos resistentes al desgaste: ingeniería de superficies para una vida útil prolongada
Los émbolos son componentes alternativos diseñados con precisión que forman el corazón de bombas de alta presión, cilindros hidráulicos, sistemas de medición y maquinaria de moldeo por inyección. Operan en condiciones tribológicas muy exigentes: carga axial cíclica, contacto continuo con sellos, exposición a fluidos presurizados que pueden contener sólidos abrasivos o productos químicos corrosivos y velocidades que van desde carreras de medición lentas hasta ciclos hidráulicos rápidos en millones de ciclos por año. La condición de la superficie de un émbolo determina directamente la eficiencia de la bomba, las tasas de desgaste del sello, las fugas y la vida útil general del sistema. Una superficie del émbolo desgastada o corroída aumenta la fricción del sello, acelera la degradación del mismo, reduce la eficiencia volumétrica y, en última instancia, provoca fallas en el sistema.
HVOF WC-CoCr: el principal revestimiento de émbolo resistente al desgaste
El WC-10Co-4Cr rociado con HVOF es el recubrimiento elegido para émbolos resistentes al desgaste en las aplicaciones más exigentes: bombas de lodo de perforación, terminales de fluido de bombas de fracturación hidráulica, émbolos de chorro de agua a alta presión y émbolos de bombas de cerámica en sistemas de dosificación de químicos. El recubrimiento se aplica al diámetro exterior del émbolo con un espesor de material de 0,3 a 0,6 mm, luego se rectifica cilíndricamente con precisión y se superacaba a valores Ra de 0,1 a 0,4 μm, lo cual es fundamental para mantener la integridad del sello y minimizar su desgaste. La combinación de una dureza extremadamente alta (1100-1300 HV), una porosidad casi nula (<0,5%) y una tensión residual de compresión en el revestimiento HVOF produce una superficie del émbolo que resiste las marcas abrasivas causadas por la contaminación con arena y sólidos, resiste la erosión hidráulica del impacto de fluidos a alta velocidad y mantiene la estabilidad dimensional durante millones de ciclos operativos. Los datos de campo de las operaciones de bombas triplex en yacimientos petrolíferos muestran consistentemente una vida útil del émbolo de WC-CoCr entre 4 y 8 veces más que la de los émbolos de cromo duro equivalentes en servicio de fluido de perforación abrasivo.
Recubrimientos cerámicos de émbolo para procesamiento de productos químicos y alimentos
En bombas dosificadoras de productos químicos, sistemas de dosificación de productos farmacéuticos y equipos de inyección para procesamiento de alimentos, donde la contaminación metálica es inaceptable y la resistencia química es primordial, los recubrimientos cerámicos pulverizados con plasma (principalmente alúmina-titania y circonio) o los émbolos cerámicos sólidos (alúmina, circonio, carburo de silicio) proporcionan la combinación necesaria de dureza, inercia química y facilidad de limpieza. Los émbolos de acero recubiertos de alúmina-titania APS alcanzan una dureza de 850 a 950 HV, resisten el ataque de ácidos diluidos, álcalis y la mayoría de los solventes, y pueden limpiarse y esterilizarse a fondo sin degradarse. Para los requisitos de rendimiento más altos, los émbolos cerámicos sólidos con 99,5 % de alúmina o circonio parcialmente estabilizado (PSZ) eliminan por completo la corrosión del sustrato y alcanzan valores de dureza superficial de 1400 a 1600 HV con porosidad cero, aunque su fragilidad requiere procedimientos de manipulación e instalación cuidadosos para evitar astillas.
Émbolos cromados duros y transición a alternativas modernas
El cromo duro galvanizado ha sido el estándar tradicional para las superficies de los émbolos hidráulicos durante décadas, y ofrece una dureza de 850 a 1050 HV, un bajo coeficiente de fricción (~0,15 a 0,20 frente al acero con lubricación con aceite) y una infraestructura de fabricación establecida. Sin embargo, el riesgo de fragilización por hidrógeno asociado con la galvanoplastia de sustratos de émbolo de acero de alta resistencia (límite elástico >1200 MPa) requiere un tratamiento térmico de horneado obligatorio a 190 °C durante un mínimo de 23 horas después del revestimiento para difundir el hidrógeno absorbido, un proceso que agrega costos y tiempo y aún no elimina el riesgo por completo. La presión regulatoria para eliminar gradualmente el cromado hexavalente ha impulsado la calificación de los recubrimientos HVOF WC-CoCr y, más recientemente, HVAF WC-CoCr como reemplazos directos. Estas alternativas igualan o superan el rendimiento del cromo duro en todas las métricas críticas, al tiempo que eliminan el riesgo de fragilización por hidrógeno, reducen la responsabilidad ambiental y brindan una vida útil superior en entornos de servicio abrasivos y corrosivos.
Requisitos de acabado de superficies posteriores al revestimiento para émbolos
El acabado superficial final de un émbolo resistente al desgaste es tan importante como el propio material de revestimiento. Los sellos que corren contra la superficie del émbolo siguen un comportamiento de curva de Stribeck: si la superficie es demasiado rugosa, el desgaste del labio del sello es rápido y las fugas ocurren temprano; Si la superficie es demasiado lisa, la retención insuficiente de la película lubricante provoca un contacto seco y falla del sello inducida por la fricción. El acabado superficial óptimo para la mayoría de las aplicaciones de émbolo hidráulico es Ra 0,1 a 0,4 μm (4 a 16 μin), que se logra mediante una secuencia de rectificado cilíndrico o sin centros con muelas de diamante o CBN, seguido de un superacabado con cinta abrasiva o piedras de bruñir. Para los recubrimientos HVOF WC-CoCr, se requieren herramientas de diamante policristalino (PCD) o de diamante galvanizado tanto para el rectificado como para el superacabado debido a la extrema dureza del recubrimiento. La superficie del suelo también debe estar libre de quemaduras por abrasión, microfisuras y abrasivos incrustados, verificados mediante análisis de ruido de Barkhausen o inspección de grabado ácido para aplicaciones críticas de émbolos aeroespaciales y de defensa.
Comparación de tecnologías de recubrimientos resistentes a la abrasión y a la corrosión, una al lado de la otra
Los ingenieros que especifican recubrimientos para casquillos, émbolos y otros componentes de alto desgaste se benefician de una comparación directa de las principales tecnologías de recubrimiento en los parámetros más relevantes para sus decisiones de aplicación:
| Tecnología de recubrimiento | Dureza (HV) | Resistencia a la corrosión | Resistencia a la abrasión | Temperatura máxima (°C) | Aplicaciones típicas |
|---|---|---|---|---|---|
| HVOF WC-12Co | 1.100–1.350 | moderado | Excelente | 500 | Émbolos de bomba, rodillos, matrices de extrusión. |
| HVOF WC-10Co-4Cr | 1.050–1.250 | bueno | Excelente | 500 | Tren de aterrizaje, bielas hidráulicas, bombas marinas. |
| HVOF Cr₃C₂-NiCr | 850-1000 | Muy bueno | Muy bueno | 900 | Tubos de caldera, herramientas de conformado en caliente, aspas de ventilador. |
| Cromia APS | 1200-1400 | bueno (sealed) | Muy bueno | 800 | Rodillos anilox, guías textiles, manguitos de bomba. |
| Cromo duro (EHC) | 850–1.050 | moderado | bueno | 400 | Cilindros hidráulicos heredados (eliminación progresiva en curso) |
| Pulverización de arco Zn-15Al | 80–120 | Excelente (sacrificial) | pobre | 400 | Acero estructural, puentes, plataformas marinas. |
| HVOF Inconel 625 | 280–420 | Excelente | moderado | 980 | Reactores químicos, bombas de agua de mar, intercambiadores de calor. |
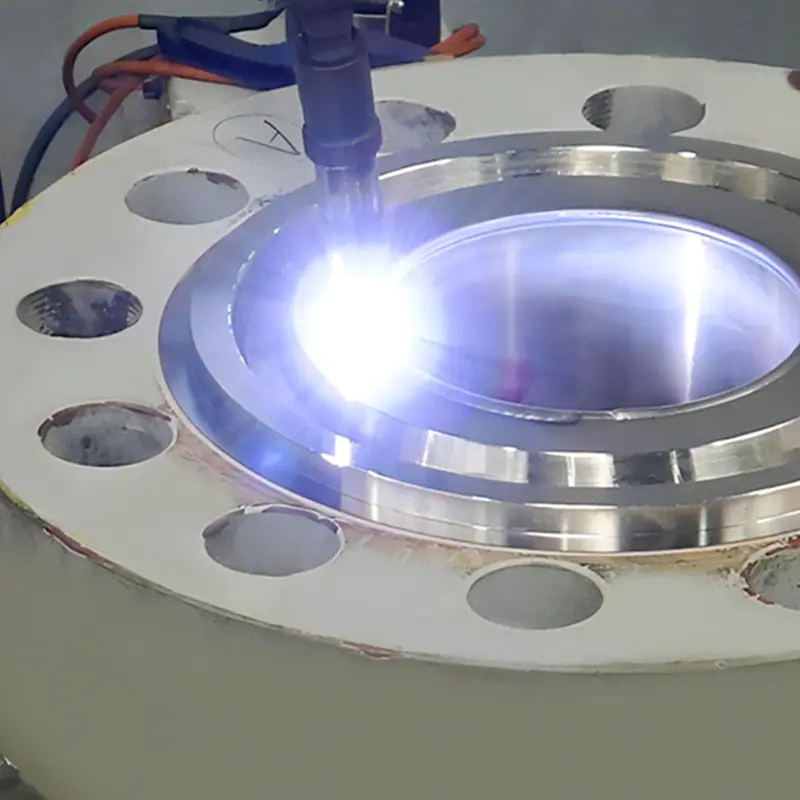
Proceso de preparación y aplicación de superficies para una máxima adherencia del recubrimiento
El rendimiento de cualquier revestimiento resistente a la abrasión o la corrosión es tan bueno como la preparación del sustrato que lo precede. Los procesos de pulverización térmica, galvanoplastia y recubrimiento de polímeros dependen de condiciones superficiales específicas para una adhesión e integridad del recubrimiento adecuadas. La preparación inadecuada es la causa principal de fallas prematuras del recubrimiento en servicio y es la fuente más prevenible de problemas de calidad del recubrimiento en operaciones de recubrimiento industrial.
- Desengrase y eliminación de contaminación: Todos los aceites, grasas, refrigerantes de mecanizado, inhibidores de óxido y contaminantes orgánicos deben eliminarse por completo antes de cualquier tratamiento de superficie. Los métodos estándar son la limpieza alcalina, el desengrasado con vapor con disolventes clorados (cuando esté permitido) o la limpieza ultrasónica con desengrasantes acuosos. La contaminación residual, incluso a nivel molecular, evita el entrelazado mecánico y promueve la delaminación bajo carga cíclica.
- Granallado para proyección térmica: Se aplica granalla angular de alúmina (Al₂O₃) en tamaños de malla de 16 a 36 a una presión de 4 a 7 bares para lograr una rugosidad superficial de Ra 4 a 8 μm y Rz de 25 a 60 μm, lo que proporciona el perfil de anclaje mecánico necesario para la adhesión del recubrimiento por pulverización de plasma y HVOF. Se evita la arena de acero en sustratos de acero inoxidable y no ferrosos para evitar la contaminación por hierro. Las superficies granalladas deben recubrirse dentro de 2 a 4 horas para evitar la reoxidación, particularmente en ambientes húmedos.
- Mecanizado dimensional y margen de stock previo al rociado: Los componentes se mecanizan con un tamaño inferior al espesor de recubrimiento previsto más un margen de pulido posterior a la pulverización (normalmente entre 0,1 y 0,2 mm por lado para superficies rectificadas con precisión). Para émbolos y orificios de casquillos, la redondez y la cilindricidad deben estar dentro de 0,05 mm antes de pulverizar para garantizar un espesor de recubrimiento uniforme después del rectificado hasta las dimensiones finales.
- Enmascaramiento de superficies no recubiertas: Las secciones roscadas, los orificios de precisión, las caras de sellado y las áreas dentro de 5 a 10 mm de los bordes de los componentes que no se van a recubrir deben enmascararse con tapones de silicona para alta temperatura, tapas metálicas o cinta adhesiva clasificada para la temperatura del proceso de pulverización. El exceso de pulverización en áreas enmascaradas puede causar fallas en la adhesión del recubrimiento en los bordes e introducir concentraciones de tensión residual.
- Precalentamiento del sustrato: Para la pulverización HVOF de recubrimientos gruesos (>0,5 mm) sobre componentes de acero, precalentar el sustrato a 100-150 °C usando la llama de pulverización antes de que comience la deposición reduce el gradiente térmico entre las salpicaduras calientes y el sustrato, lo que reduce las tensiones residuales y mejora la cohesión del recubrimiento. Los recubrimientos cerámicos en aerosol por plasma se benefician del precalentamiento a 80-120 °C para activar la superficie y mejorar la adhesión inicial.
Industrias y componentes que más se benefician de los recubrimientos resistentes a la abrasión y la corrosión
El desgaste y la corrosión en conjunto representan aproximadamente entre el 5% y el 7% del PIB en los países industrializados si se tienen en cuenta los costos de reemplazo directo, la pérdida de producción y la ineficiencia energética derivada de los equipos degradados. Los recubrimientos resistentes a la abrasión y a la corrosión aplicados a componentes de alto valor ofrecen algunos de los mejores retornos de la inversión en ingeniería disponibles, con períodos de recuperación medidos en meses en lugar de años para aplicaciones de alto ciclo o alto costo de reemplazo.
- Perforación y producción de petróleo y gas: Los émbolos de las bombas de lodo, los manguitos de revestimiento, los asientos de las válvulas, los vástagos de los pistones y los internos de las válvulas de estrangulamiento en HVOF WC-CoCr o revestimientos cerámicos soportan el entorno altamente abrasivo y corrosivo de los lodos de perforación cargados con arena de formación y barita. Los componentes recubiertos logran habitualmente una extensión de vida útil de 3 a 8 veces mayor que sus equivalentes sin recubrimiento o cromados duros, lo que genera ahorros directos de decenas de miles de dólares por bomba al año en un programa de perforación de alta utilización.
- Minería y procesamiento de minerales: Las carcasas de las bombas de lodo, los impulsores, las placas de desgaste y los insertos de revestimiento de hidrociclón experimentan un severo desgaste combinado abrasivo-erosivo-corrosivo debido a lodos minerales a valores de pH de 2 a 12. Los recubrimientos cermet HVOF, los revestimientos elastoméricos y las baldosas cerámicas se especifican según el tipo de mineral específico, el tamaño de partícula, la velocidad de lodo y la química de la corriente del proceso.
- Sistemas hidráulicos y equipos móviles: Las varillas y émbolos de cilindros hidráulicos en equipos de construcción, maquinaria agrícola y prensas industriales están expuestos tanto al ingreso de abrasivos a través de los sellos limpiadores como a la exposición atmosférica corrosiva durante el almacenamiento y operación al aire libre. Los recubrimientos WC-CoCr o Cr₃C₂-NiCr HVOF proporcionan la combinación necesaria de resistencia a la abrasión y a la corrosión en una sola capa.
- Generación de energía: Las aspas de los ventiladores de las centrales eléctricas alimentadas con carbón que manejan corrientes de gas cargadas de cenizas volantes, los paneles de tubos de las calderas en la zona erosiva-corrosiva sobre los quemadores y los bordes de ataque de las aspas de las turbinas de vapor se benefician de los recubrimientos resistentes al desgaste HVOF o APS que extienden los intervalos de mantenimiento y reducen el riesgo de interrupciones forzadas. Una sola interrupción no planificada en una central eléctrica de 500 MW puede costar entre 500 000 y 2 000 000 de dólares en ingresos de generación perdidos, lo que hace que incluso las soluciones de recubrimiento de alto costo sean económicamente atractivas.
- Estructuras marinas y offshore: Los recubrimientos de zinc y aluminio pulverizados térmicamente en estructuras de acero de plataformas marinas, monopilares de turbinas eólicas y cascos de barcos brindan décadas de protección contra la corrosión sin mantenimiento en el ambiente corrosivo natural más agresivo, con un costo de ciclo de vida muy inferior al de los programas de mantenimiento de pintura que requieren una nueva capa cada 7 a 15 años.
Lista de verificación de especificaciones prácticas para proyectos de recubrimientos resistentes a la abrasión y la corrosión
Al preparar una especificación o solicitud de cotización (RFQ) para recubrimientos resistentes a la abrasión o a la corrosión en casquillos, émbolos u otros componentes de precisión, se debe definir claramente la siguiente información para garantizar que el proveedor de recubrimiento pueda recomendar el proceso, el material y los controles de calidad correctos:
- Material del componente y condición del tratamiento térmico: Aleación del sustrato, dureza y cualquier tratamiento térmico previo que limite la temperatura del proceso o la exposición al ácido durante el pretratamiento.
- Descripción del entorno de servicio: El medio fluido (pH, química, temperatura, velocidad del flujo), naturaleza y dureza de las partículas abrasivas (tipo de mineral, tamaño de partícula, concentración) y presión de funcionamiento y carga sobre la superficie recubierta.
- Requisitos dimensionales y de acabado: Dimensión y tolerancia OD o ID final (p. ej., ±0,01 mm), especificación de rugosidad de la superficie (valor Ra) y requisitos de redondez/cilindricidad después del pulido posterior al rociado.
- Normas y homologaciones aplicables: Referencia a especificaciones de la industria (AMS 2447, ASTM C633, ISO 14923), especificaciones de recubrimiento OEM o pruebas de laboratorio de terceros requeridas (dureza, porosidad, adhesión, niebla salina, pruebas de desgaste) que deben acompañar a las piezas recubiertas.
- Cantidad y calendario de entrega: Tamaño del lote, urgencia de la entrega inicial y si se trata de una reparación única o un requisito de recubrimiento de producción recurrente, lo que afecta la economía de la inversión en herramientas, accesorios y calificación de procesos por parte del proveedor de recubrimiento.










 TOP
TOP