
 Idioma
Idioma
 English
English عربى
عربى Español
Español 中文简体
中文简体El carburo de tungsteno (WC) no es metal de tungsteno puro ni una cerámica en el sentido tradicional: es un compuesto de metal duro: un carburo cementado obtenido sinterizando polvo de carburo de tungsteno con un aglutinante metálico, típicamente cobalto. Se produce combinando químicamente tungsteno y carbono y luego consolidando el polvo con un aglutinante mediante sinterización en fase líquida. El resultado es uno de los materiales de ingeniería más duros disponibles: Dureza Vickers de 1400 a 2000 HV — combinar la dureza de una cerámica con la dureza de un metal. Este artículo cubre exactamente qué es el carburo de tungsteno, las propiedades de su material, cómo se fabrica, sus principales aplicaciones y cómo se compara con el carburo de cromo en tecnologías de recubrimiento, incluida la pulverización térmica HVOF.
Contenido
- 1 Carburo o tungsteno: comprender la diferencia
- 2 ¿Es el carburo de tungsteno una cerámica?
- 3 ¿Cómo se fabrica el carburo de tungsteno?
- 4 Propiedades del material de carburo de tungsteno
- 5 Usos del carburo de tungsteno en todas las industrias
- 6 Recubrimientos HVOF: aplicación de carburo de tungsteno como capa superficial
- 7 Recubrimiento de carburo de cromo: cuándo elegirlo en lugar de carburo de tungsteno
- 8 Carburo de tungsteno frente a materiales duros alternativos
Carburo o tungsteno: comprender la diferencia
Los términos "carburo", "tungsteno" y "carburo de tungsteno" se utilizan con frecuencia indistintamente en contextos comerciales y de fabricación, pero se refieren a materiales distintos con propiedades muy diferentes.
Tungsteno puro (W)
El tungsteno elemental es un metal refractario con el punto de fusión más alto de cualquier elemento: 3.422ºC . En forma pura, es denso (19,3 g/cm³), duro en relación con otros metales (~350 HV) y excepcionalmente resistente al calor. Se utiliza en su forma metálica para filamentos de bombillas incandescentes, electrodos en soldadura TIG, protección contra la radiación y componentes de hornos de alta temperatura. El tungsteno puro es quebradizo a temperatura ambiente, lo que limita su uso como material estructural.
Carburo de tungsteno (WC)
El carburo de tungsteno es un compuesto químico de tungsteno y carbono, específicamente un átomo de tungsteno unido a un átomo de carbono (fórmula estequiométrica WC), formando una estructura cristalina hexagonal. En esta forma compuesta, la dureza aumenta dramáticamente a 2200-2400 HV para el compuesto de WC puro . El punto de fusión desciende a aproximadamente 2.870°C y la densidad a 15,7 g/cm³; sigue siendo extremadamente denso pero más manejable que el tungsteno puro.
En la práctica comercial, "carburo de tungsteno" casi siempre se refiere a Carburo de tungsteno cementado (WC-Co) — un compuesto de granos de polvo de WC unidos con un aglutinante metálico de cobalto del 3 al 25 %. El cobalto proporciona dureza y resistencia a la fractura de la que carece el WC puro. Cuando los maquinistas o ingenieros dicen "herramientas de carburo", se refieren a WC-Co cementado.
Carbono de tungsteno: el compuesto en el corazón del material
"Carbono de tungsteno" es un término informal para el mismo compuesto: el enlace entre los átomos de tungsteno (W) y carbono (C) que crea la estructura cristalina del WC. El contenido de carbono en el WC estequiométrico es 6,13% en peso . Las desviaciones de esta relación producen W₂C (carburo de ditungsteno), que tiene menor dureza y generalmente se considera una fase indeseable en los grados de herramientas de corte. Mantener la estequiometría precisa del carbono durante la producción de polvo es uno de los controles de calidad críticos en la fabricación de carburo de tungsteno.
¿Es el carburo de tungsteno una cerámica?
Esta es una de las preguntas de clasificación más comunes sobre el carburo de tungsteno, y la respuesta depende de qué tan estrictamente se defina "cerámica".
En la definición más amplia de la ciencia de materiales, las cerámicas son sólidos inorgánicos no metálicos, que técnicamente incluyen carburos, nitruros, óxidos y boruros. Según esta definición, el compuesto puro de WC Es clasificable como cerámica. : es un compuesto inorgánico, no metálico en su forma cristalina pura y comparte muchas propiedades (dureza, fragilidad, alto punto de fusión) con cerámicas de óxido convencionales como la alúmina (Al₂O₃).
Sin embargo, en la práctica de la ingeniería, Carburo de tungsteno cementado (WC-Co) is classified as a "hard metal" or "cemented carbide" — not a ceramic - porque:
- Contiene una fase aglutinante metálica (cobalto) que le confiere ductilidad y tenacidad muy superiores a las cerámicas convencionales.
- Conduce electricidad (resistividad de aproximadamente 0,2–0,5 µΩ·m — a diferencia de las verdaderas cerámicas que son aislantes eléctricos
- Conduce el calor significativamente mejor que la cerámica: conductividad térmica de 80–110 W/(m·K) para grados WC-Co
- Se fabrica mediante pulvimetalurgia (sinterización con un aglutinante de metal líquido) en lugar de técnicas de conformación cerámica.
- Su tenacidad a la fractura (K₁c de 10–25 MPa·m½ ) es un orden de magnitud mayor que la mayoría de las cerámicas de ingeniería (1–5 MPa·m½)
La respuesta precisa: el WC puro es un compuesto cerámico; WC-Co cementado es un compuesto de metal duro que sirve de puente entre la cerámica y los metales. En contextos industriales, de compras y de ingeniería, se lo conoce universalmente como metal duro o carburo cementado, no como cerámica.
¿Cómo se fabrica el carburo de tungsteno?
La producción de carburo de tungsteno implica varias etapas distintas, desde la extracción del mineral hasta la síntesis química, la producción de polvo y la consolidación final. Cada etapa controla las propiedades clave del material terminado.
Etapa 1: Procesamiento de mineral de tungsteno
Los principales minerales de tungsteno son scheelita (CaWO₄) y wolframita ((Fe,Mn)WO₄). China controla aproximadamente 80% de la producción minera mundial de tungsteno . El mineral se tritura, se concentra mediante flotación o separación por gravedad y luego se procesa químicamente (generalmente mediante lixiviación a presión con hidróxido de sodio) para producir paratungstato de amonio (APT), el principal producto intermedio comercializado a nivel mundial. El APT se calcina para producir trióxido de tungsteno (WO₃), que luego se reduce con hidrógeno a 700-1000 °C para producir polvo de metal de tungsteno.
Etapa 2: Carburación: combinación de tungsteno y carbono
El polvo de tungsteno se mezcla con negro de carbón en proporciones estequiométricas y se calienta en una atmósfera de hidrógeno a 1.400–1.600°C en un horno de empuje o en un horno rotatorio. El carbono se difunde en la red de tungsteno, convirtiendo el metal W en un compuesto WC. Esta reacción de carburación es muy sensible a la temperatura y la atmósfera: el exceso de carbono produce grafito libre (lo que reduce la dureza); una cantidad insuficiente de carbono produce W₂C o W residual (ambos perjudiciales para el rendimiento de la herramienta).
El polvo de WC resultante se caracteriza por el tamaño de las partículas (normalmente 0,5–10 µm para calidades de herramientas de corte ; más fino para recubrimientos resistentes al desgaste, más grueso para grados de minería) y el contenido de carbono total, que debe estar dentro de ±0,05% del objetivo estequiométrico de 6,13%.
Etapa 3: Molienda, Mezcla y Prensado
El polvo de WC se muele junto con polvo de cobalto (y otros aditivos: TiC, TaC, NbC para calidades de corte de acero) en un molino de bolas con un agente de prensado (normalmente PEG, polietilenglicol) durante 24 a 72 horas. Al mismo tiempo, la molienda reduce aún más el tamaño de las partículas y garantiza una distribución homogénea del cobalto. La lechada molida se seca por aspersión para producir gránulos de flujo libre que se pueden prensar con matriz, prensar isostáticamente en frío (CIP) o moldear por extrusión en la forma deseada: insertos de corte, varillas, placas de desgaste, matrices o piezas complejas cercanas a la forma neta.
Etapa 4: Sinterización
El compacto "verde" prensado se sinteriza en 1.350–1.450°C — justo por encima del punto de fusión del cobalto (1495 °C, pero el eutéctico WC-Co se funde a un nivel inferior, aproximadamente entre 1275 y 1320 °C, según la composición). Durante la sinterización, la fase líquida de cobalto moja e infiltra la red de granos de WC a través de acción capilar, eliminando la porosidad y cementando los granos de carburo. La pieza se encoge aproximadamente 17-20% linealmente durante la sinterización, que debe tenerse en cuenta en el diseño del troquel.
El prensado isostático en caliente (HIP) a una presión de 100 a 200 MPa durante o después de la sinterización elimina la porosidad residual en grados críticos, logrando una densidad teórica y maximizando la tenacidad a la fractura. El WC-Co sinterizado alcanza densidades de 14,0 a 15,0 g/cm³ dependiendo del contenido de cobalto.
Etapa 5: Acabado
El carburo sinterizado se acaba mediante rectificado con diamante, electroerosión (mecanizado por descarga eléctrica) o mecanizado con láser hasta alcanzar las tolerancias dimensionales finales. Los insertos de corte reciben recubrimientos duros PVD o CVD (TiN, TiAlN, Al₂O₃) para mejorar aún más la resistencia al desgaste. La inspección final incluye pruebas de dureza, medición de densidad y medición de coercitividad magnética (un indicador no destructivo del tamaño del grano de WC y la uniformidad del contenido de cobalto).
Propiedades del material de carburo de tungsteno
Las propiedades del carburo de tungsteno cementado no son fijas: varían sistemáticamente con el contenido de aglutinante de cobalto y el tamaño del grano de WC. Comprender estas compensaciones es esencial para una correcta selección de calificaciones.
| Contenido de co (%) | Densidad (g/cm³) | Dureza (HV30) | Dureza a la fractura K₁c (MPa·m½) | TRS (MPa) | Aplicaciones primarias |
|---|---|---|---|---|---|
| 3-6% | 15,0–15,3 | 1.700–2.000 | 8–12 | 1.500–2.000 | Matrices de trefilado, piezas de desgaste de precisión |
| 6-10% | 14,5–15,0 | 1.500–1.700 | 10-15 | 2000-2800 | Insertos de corte de metal, fresas de mango |
| 10-15% | 14,0–14,5 | 1.300–1.500 | 14-20 | 2.500–3.500 | Perforación de rocas, piezas de desgaste estructural |
| 15-25% | 13,5–14,0 | 1.000–1.300 | 18–25 | 3.000–4.000 | Picas mineras, componentes cargados por impacto |
La compensación fundamental es clara: El aumento del contenido de cobalto sacrifica la dureza y la resistencia al desgaste a cambio de dureza y resistencia al impacto. . Los ingenieros seleccionan el grado en la intersección de estos requisitos: un inserto de acabado para hierro fundido utiliza un 6 % de Co para una máxima vida útil; La punta de un pico de mina utiliza un 20% de Co para sobrevivir a impactos repetidos sin fracturas catastróficas.
Propiedades clave adicionales
- Módulo de Young: 450–650 GPa: aproximadamente 2–3 veces la del acero (200 GPa), lo que proporciona una rigidez excepcional y una deflexión mínima bajo carga.
- Resistencia a la compresión: 4.000 a 7.000 MPa, entre los más altos de cualquier material de ingeniería; WC-Co funciona mejor bajo cargas de compresión
- Conductividad térmica: 80–110 W/(m·K): significativamente más alto que los aceros para herramientas (25–50 W/(m·K)), lo que permite que el calor se disipe rápidamente de los bordes cortantes.
- Coeficiente de expansión térmica (CTE): 5,0–6,0 × 10⁻⁶/°C: inferior que el acero (~12 × 10⁻⁶/°C), lo que debe tenerse en cuenta en conjuntos de herramientas soldadas y aplicaciones de ajuste por interferencia
- Resistencia a la oxidación: WC-Co comienza a oxidarse considerablemente por encima 500°C ; Por encima de 700 °C, la oxidación se vuelve rápida, lo que limita su uso en aplicaciones de alta temperatura sin recubrimientos protectores.
- Resistencia a la corrosión: WC-Co tiene una resistencia química moderada; El aglutinante de cobalto es atacado selectivamente por ácidos fuertes, lo que puede comprometer el rendimiento de la herramienta en el mecanizado en húmedo de materiales corrosivos. En aplicaciones críticas para la corrosión se utilizan aglutinantes de níquel y níquel-cromo en lugar de cobalto.
Usos del carburo de tungsteno en todas las industrias
La combinación única de extrema dureza, rigidez y resistencia al desgaste del carburo de tungsteno lo convierte en el material elegido cuando la vida útil de la herramienta y la estabilidad dimensional son críticas. Sus aplicaciones abarcan prácticamente todas las industrias de fabricación y extracción.
Corte y Mecanizado de Metales
Este es el sector de aplicaciones dominante. Los insertos de corte, fresas, taladros y herramientas de torneado de WC-Co representan aproximadamente 50% del consumo mundial de carburo cementado . Las herramientas de carburo permiten velocidades de corte entre 5 y 10 veces más rápidas que el acero de alta velocidad (HSS), con una vida útil de la herramienta entre 10 y 50 veces más larga en operaciones equivalentes. La capacidad de mecanizar a altas temperaturas sin ablandarse (WC-Co retiene >80 % de la dureza a temperatura ambiente a 800 °C) es la ventaja clave sobre las herramientas HSS que se ablandan por encima de 500-600 °C.
Minería y Perforación
Los botones, insertos y picos de WC-Co se utilizan en brocas giratorias para petróleo y gas, picos para cizallas de carbón, incrustaciones de cortadores de disco para máquinas perforadoras de túneles de roca dura (TBM) y brocas de percusión para canteras y construcción. Los grados con alto contenido de cobalto (15–25 % Co) proporcionan la resistencia al impacto necesaria para sobrevivir a miles de golpes de percusión por minuto. Una sola cortadora de disco TBM puede extraer varios cientos de toneladas de roca antes de reemplazarla, una tarea imposible sin incrustaciones de WC.
Trefilado y conformado de metales
Las matrices de trefilado en WC-Co (normalmente entre 3 y 6 % de Co para una máxima resistencia al desgaste) se utilizan para trefilar alambre de acero, cobre y aluminio desde la varilla hasta el calibre final. Un solo dado puede dibujar miles de kilómetros de cable antes de que el orificio se desgaste más allá de la tolerancia. De manera similar, los rodillos, punzones y troqueles de WC-Co para estampado, estampación en frío y extrusión duran más que sus equivalentes de acero para herramientas en factores de 10 a 100 en tiradas de alta producción.
Componentes y revestimientos resistentes al desgaste
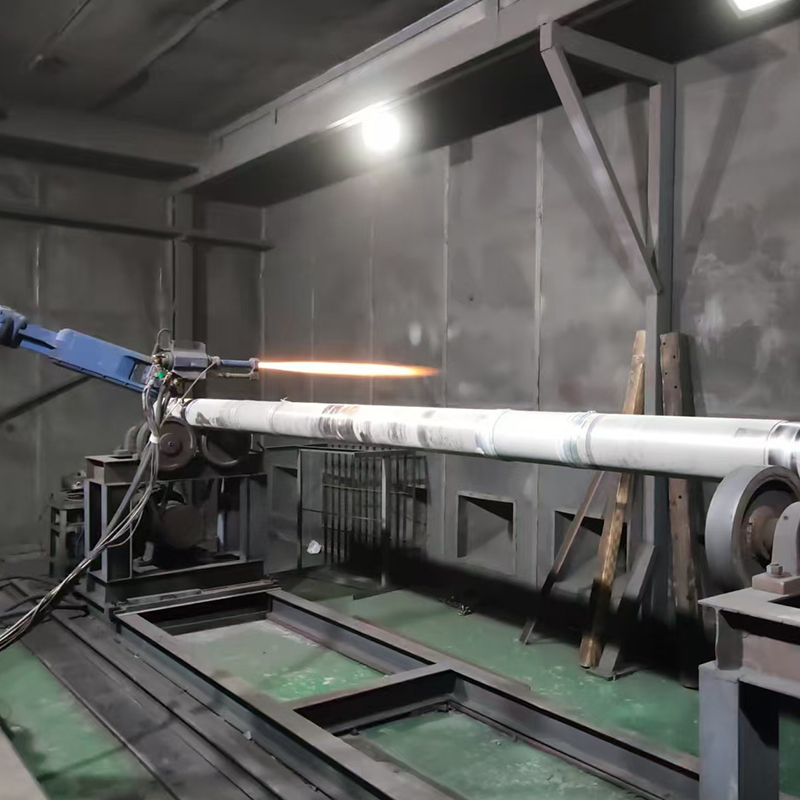
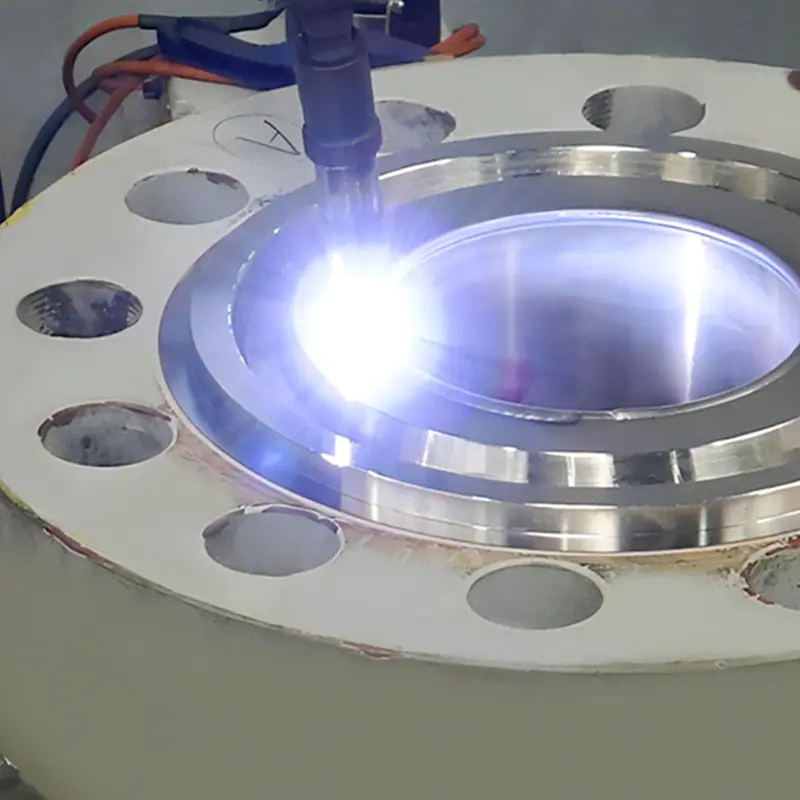
Los sellos de bombas, asientos de válvulas, boquillas, guías y placas de desgaste en WC-Co extienden la vida útil en lodos abrasivos, fluidos a alta presión y entornos de impacto de partículas. como un recubrimiento por pulverización térmica , Los polvos WC-Co y WC-CrC-Ni se aplican a las superficies del sustrato para impartir dureza y resistencia al desgaste sin el costo y el peso del carburo sólido. La pulverización HVOF (oxicombustible de alta velocidad) es el método de deposición dominante para los revestimientos de WC.
Aplicaciones de consumo y especializadas
WC-Co se utiliza en joyería, particularmente en anillos, debido a su resistencia a los rayones (no se raya con la mayoría de los objetos cotidianos), su alta densidad y su apariencia metálica pulida. Las puntas de bolígrafos, los instrumentos quirúrgicos, las fresas dentales y los equipos deportivos (insertos para palos de golf, tacos para zapatos con clavos) utilizan carburo de tungsteno por su combinación de dureza, densidad y resistencia a la corrosión.
Recubrimientos HVOF: aplicación de carburo de tungsteno como capa superficial
La pulverización térmica de oxicombustible de alta velocidad (HVOF) es el proceso más utilizado para depositar revestimientos densos y bien adheridos a base de WC sobre sustratos metálicos. Comprender cómo funciona HVOF y por qué produce recubrimientos para WC superiores en comparación con procesos de pulverización alternativos es esencial para especificar correctamente la protección contra el desgaste.
Cómo funciona HVOF
En la pulverización HVOF, el combustible (queroseno, hidrógeno, propileno o propano) y el oxígeno se queman continuamente en una cámara de combustión enfriada por agua a presiones de 0,4–1,0 MPa , generando un chorro de gas supersónico a temperaturas de llama de 2500 a 3200 °C. La materia prima en polvo se inyecta axialmente en la corriente de gas, donde las partículas se calientan y aceleran rápidamente a velocidades de 600-1000 m/s antes de impactar el sustrato.
La velocidad extremadamente alta de las partículas, significativamente mayor que la del rociado por plasma (150 a 400 m/s) o la del rociado con llama (50 a 100 m/s), produce recubrimientos con:
- Porosidad muy baja: normalmente <1% para HVOF WC-Co frente a 2–8 % para equivalentes pulverizados con plasma
- Alta fuerza de unión: adhesión por tracción de 70-100 MPa para revestimientos de WC HVOF frente a 30–60 MPa para pulverización de plasma
- Tensión residual de compresión: El impacto a alta velocidad crea tensión de compresión en el revestimiento, lo que mejora la resistencia a la fatiga.
- Descomposición térmica mínima: el tiempo de permanencia relativamente corto de las partículas a altas temperaturas limita la descarburación WC→W₂C, preservando la dureza del recubrimiento
Grados comunes de polvo para WC HVOF
Los grados de polvo HVOF WC más especificados son:
- WC-12Co: 88% WC, 12% Co: excelente resistencia al desgaste, tenacidad moderada; Grado HVOF de WC de uso general más común
- WC-17Co: 83 % WC, 17 % Co: mayor tenacidad que WC-12Co; preferido para entornos de desgaste por impacto
- WC-10Co-4Cr: 86% WC, 10% Co, 4% Cr: la adición de cromo mejora la resistencia a la corrosión del aglutinante de cobalto; preferido para ambientes húmedos, ácidos o marinos
- WC-CrC-Ni: carburo de tungsteno combinado con carburo de cromo en un aglutinante de níquel: proporciona alta dureza y excelente resistencia a la corrosión; utilizado en procesamiento químico, procesamiento de alimentos y aplicaciones aeroespaciales
Los recubrimientos HVOF WC-Co normalmente logran Dureza superficial de 1.000 a 1.400 HV0,3. — menor que el WC-Co sinterizado a granel debido a cierta descarburación durante la pulverización, pero aún supera con creces la dureza que se puede lograr con el cromado duro (800–1000 HV), que los recubrimientos WC HVOF están reemplazando cada vez más debido a su rendimiento superior frente al desgaste y a la eliminación de los riesgos del procesamiento del cromo hexavalente.
Aplicaciones industriales de los revestimientos para WC HVOF
- Aeroespacial: componentes del tren de aterrizaje, varillas de cilindros hidráulicos y protectores contra la erosión de las palas del compresor del motor a reacción: reemplazando el cromado duro en piezas críticas para la seguridad
- Petróleo y gas: Émbolos de bombas, vástagos de válvulas y componentes de perforación en alta mar sujetos a desgaste por lodo abrasivo.
- Papel e impresión: Cuchillas doctoras, rodillos calandradores y superficies de cilindros de huecograbado para resistencia a la abrasión y vida útil prolongada.
- Industria del acero: Guías de laminador, rodillos y componentes del transportador sujetos a desgaste abrasivo por incrustaciones y contacto con el producto.
- Minería: Impulsores de bombas de lodo, carcasas y componentes de tuberías expuestos a flujos de partículas abrasivas.
Recubrimiento de carburo de cromo: cuándo elegirlo en lugar de carburo de tungsteno
El carburo de cromo (Cr₃C₂) es la principal alternativa al WC en recubrimientos resistentes al desgaste por pulverización térmica. Si bien WC-Co domina el mercado de recubrimientos antidesgaste a temperatura ambiente y moderada, el carburo de cromo tiene claras ventajas en entornos de aplicaciones específicas que lo convierten en la opción correcta sobre el carburo de tungsteno.
¿Qué hace que el carburo de cromo sea diferente?
El carburo de cromo (Cr₃C₂) tiene una dureza de aproximadamente 1300-1500 voltios — inferior a WC (~2200 HV), pero aún muy por encima de la mayoría de las aleaciones de ingeniería. Su ventaja fundamental es la estabilidad a altas temperaturas: Cr₃C₂ mantiene su dureza y resistencia a la oxidación hasta aproximadamente 900°C , mientras que el WC-Co comienza a degradarse por encima de los 500°C. Los recubrimientos comerciales de carburo de cromo casi siempre se formulan como Cr₃C₂-25NiCr — 75% de carburo de cromo en un aglutinante metálico de 20% Ni / 5% Cr, que combina la dureza del carburo con una excelente resistencia a la oxidación de la matriz de NiCr.
Ventajas clave de los recubrimientos de carburo de cromo
- Resistencia al desgaste a altas temperaturas: Los recubrimientos de Cr₃C₂-NiCr son la opción estándar para componentes que funcionan entre 500 °C y 900 °C: componentes de turbinas de gas, protectores de tubos de calderas y rodillos de laminado en caliente donde el WC se oxidaría.
- Resistencia superior a la corrosión: el aglutinante NiCr proporciona resistencia inherente a la oxidación y la corrosión por gases calientes; El propio Cr₃C₂ es químicamente estable en muchos ambientes ácidos donde los aglutinantes de cobalto son atacados.
- Resistencia a la erosión a temperatura elevada: En rutas de vapor y gas que transportan partículas, Cr₃C₂-NiCr supera a los recubrimientos de WC-Co cuando las temperaturas del gas superan los 500 °C.
- Menor densidad: Los recubrimientos de Cr₃C₂ son más livianos que los recubrimientos de WC (densidad ~5,5–6,0 g/cm³ frente a ~10–11 g/cm³ para las capas pulverizadas de WC-Co), relevantes para componentes aeroespaciales y de turbinas sensibles al peso.
Carburo de cromo frente a carburo de tungsteno: guía de selección de recubrimientos
| Criterio | WC-12Co (HVOF) | Cr₃C₂-25NiCr (HVOF) | Mejor elección |
|---|---|---|---|
| Dureza del recubrimiento | 1000-1400 voltios | 700–950 voltios | WC-Co |
| Desgaste abrasivo (ambiente) | Excelente | bueno | WC-Co |
| Temperatura máxima de servicio | ~500°C | ~900°C | Cr₃C₂-NiCr |
| Resistencia a la oxidación | moderado | Excelente | Cr₃C₂-NiCr |
| Resistencia a la corrosión (ácida) | moderado (Co binder vulnerable) | bueno (NiCr binder stable) | Cr₃C₂-NiCr |
| Densidad del recubrimiento | ~10–11 g/cm³ | ~5,5–6,0 g/cm³ | Cr₃C₂-NiCr (peso) |
| Costo (polvo) | Más alto (W es caro) | inferior | Cr₃C₂-NiCr |
| Aplicaciones primarias | Tren de aterrizaje, émbolos de bomba, rodillos. | Piezas de turbinas, tubos de calderas, rodillos calientes. | Dependiente del contexto |
La regla de selección es sencilla: utilice recubrimientos WC-Co HVOF para obtener máxima dureza y resistencia al desgaste abrasivo a temperaturas ambiente a moderadas (<500 °C); utilice recubrimientos de Cr₃C₂-NiCr HVOF cuando las temperaturas de servicio superen los 500 °C o cuando se requiera resistencia a la oxidación y la corrosión en caliente junto con protección contra el desgaste.
Carburo de tungsteno frente a materiales duros alternativos
El carburo de tungsteno no existe de forma aislada: compite con otros materiales duros en todo su espectro de aplicaciones. Comprender dónde WC-Co es excepcionalmente superior y dónde las alternativas son técnica o económicamente preferibles evita el exceso de especificaciones y reduce los costos.
| Materiales | Dureza (HV) | Dureza K₁c (MPa·m½) | Temperatura máxima de uso (°C) | Costo relativo | Mejor aplicación |
|---|---|---|---|---|---|
| WC-Co (10% Co) | 1.500–1.700 | 10-15 | ~500 | Alto | Herramientas de corte, piezas de desgaste. |
| Alto-Speed Steel (HSS) | 800–900 | 20–25 | ~550 | Bajo | Bajo-volume, complex tooling |
| Cerámica de alúmina (Al₂O₃) | 1.600–2.000 | 3–5 | ~1.500 | moderado | Alto-speed cast iron cutting |
| Carburo de silicio (SiC) | 2.500–3.000 | 3–4 | ~1,400 | moderado | Abrasivos, sellos, piezas de bombas. |
| PCBN (CBN policristalino) | 3.000–4.500 | 5–8 | ~1000 | muy alto | Mecanizado de acero endurecido |
| PCD (diamante policristalino) | 5.000–8.000 | 6-10 | ~700 (se oxida) | Extremadamente alto | Mecanizado de compuestos no ferrosos |
WC-Co ocupa el punto medio crítico en este espectro: Ofrece una dureza que supera con creces a las herramientas de acero, una dureza que supera con creces a las cerámicas monolíticas y un coste muy inferior a PCBN y PCD. – que es precisamente la razón por la que domina las aplicaciones de mecanizado industrial, protección contra el desgaste y procesamiento de materiales a nivel mundial.










 TOP
TOP