
 Idioma
Idioma
 English
English عربى
عربى Español
Español 中文简体
中文简体Contenido
- 1 ¿Qué es la pulverización térmica y cómo funciona?
- 2 Principales procesos de pulverización térmica comparados
- 3 Recubrimientos cerámicos por pulverización térmica: propiedades y usos industriales
- 4 Recubrimiento de carburo de tungsteno: el estándar de oro para la protección contra el desgaste
- 5 Carburo de tungsteno versus cromo duro: una comparación práctica
- 6 Seleccionar el recubrimiento por pulverización térmica adecuado para su aplicación
- 7 Normas de prueba y control de calidad para recubrimientos por pulverización térmica
- 8 Desarrollos emergentes en tecnología de pulverización térmica
¿Qué es la pulverización térmica y cómo funciona?
La pulverización térmica es un proceso de ingeniería de superficies en el que materiales fundidos o semifundidos se impulsan sobre un sustrato para formar un revestimiento protector o funcional. El material de materia prima, que puede ser un polvo, un alambre o una varilla, se calienta hasta un estado fundido o casi fundido utilizando una fuente de calor como un arco de plasma, una llama de combustión o una corriente de gas de alta velocidad. Al impactar con el sustrato, las partículas se aplanan, se solidifican rápidamente y se entrelazan para formar una capa de recubrimiento densa. El resultado es una estructura unida que altera dramáticamente las propiedades de la superficie del material base sin cambiar sus características volumétricas.
La versatilidad del rociado térmico radica en su capacidad para aplicar una amplia gama de materiales (metales, cerámicas, cermets y polímeros) sobre prácticamente cualquier geometría de sustrato. Se utiliza en los sectores aeroespacial, de petróleo y gas, de generación de energía, automotriz y de la industria pesada para restaurar componentes desgastados, extender la vida útil y proteger contra la corrosión, la oxidación y la abrasión. Comprender los diferentes procesos de pulverización térmica y los materiales de recubrimiento disponibles es esencial para que los ingenieros seleccionen la solución adecuada para una aplicación determinada.
Principales procesos de pulverización térmica comparados
No todos los procesos de pulverización térmica son iguales. Cada método difiere en la temperatura de la llama, la velocidad de las partículas, la densidad del recubrimiento, la fuerza de unión y los tipos de materiales que puede procesar. Seleccionar el proceso correcto es tan importante como seleccionar el material de recubrimiento correcto. A continuación se muestra una comparación de las tecnologías de pulverización térmica más utilizadas:
| Proceso | Fuente de calor | Velocidad de partícula | Densidad del recubrimiento | Aplicaciones típicas |
| Aerosol de llama | Combustión de oxicombustible | Bajo (~80 m/s) | Moderado (85–90%) | Protección general contra la corrosión, revestimientos de zinc/aluminio. |
| Pulverización de arco | arco electrico | Medio (~100 m/s) | Moderado (85–92%) | Protección de acero estructural, cobertura de área grande |
| Pulverización de plasma (APS) | Arco de plasma | Alto (~200–400 m/s) | Alto (90–95%) | Recubrimientos cerámicos, recubrimientos de barrera térmica, aeroespacial |
| HVOF | Oxicorte de alta velocidad | Muy alto (~600–900 m/s) | Muy alto (95–99%) | Recubrimientos de carburo de tungsteno, componentes críticos para el desgaste |
| Aerosol frío | Gas comprimido (sin fusión) | Muy alto (~500–1000 m/s) | Alto (95–99%) | Metales sensibles a la oxidación, restauración dimensional. |
Cada proceso tiene fortalezas específicas. HVOF se destaca por producir recubrimientos extremadamente densos y bien adheridos con baja porosidad y tensión de compresión residual, lo que lo convierte en la opción preferida para recubrimientos de carburo de tungsteno y otros recubrimientos cermet duros. El spray de plasma, por otro lado, alcanza las temperaturas extremas necesarias para fundir cerámicas de alto punto de fusión como la circona y la alúmina.
Recubrimientos cerámicos por pulverización térmica: propiedades y usos industriales
Los recubrimientos cerámicos por pulverización térmica se aplican para proteger componentes que deben soportar calor extremo, demandas de aislamiento eléctrico o entornos químicos agresivos. A diferencia de los recubrimientos metálicos, las cerámicas ofrecen puntos de fusión excepcionalmente altos, baja conductividad térmica e inercia química, pero son inherentemente frágiles y requieren técnicas de aplicación precisas para funcionar de manera confiable en servicio.
Materiales de revestimiento cerámico comunes
En las operaciones de pulverización térmica se utilizan con frecuencia varios materiales cerámicos, cada uno de ellos adecuado para un requisito de rendimiento diferente:
- Zirconia estabilizada con itria (YSZ): El revestimiento de barrera térmica (TBC) más utilizado en turbinas de gas y motores a reacción. YSZ tiene una conductividad térmica extremadamente baja (~2,0 W/m·K) y puede aislar sustratos metálicos de temperaturas de combustión superiores a 1400 °C, protegiendo las palas y paletas de la fatiga térmica.
- Alúmina (Al₂O₃): Proporciona un excelente aislamiento eléctrico y dureza. Los recubrimientos de alúmina se aplican a rodillos, ejes y carcasas de bombas expuestos a abrasión por deslizamiento y ataques químicos moderados. Las mezclas de alúmina y titania ofrecen una tenacidad mejorada en comparación con la alúmina pura.
- Cromia (Cr₂O₃): Uno de los recubrimientos cerámicos aplicados por pulverización más duros, con valores de dureza Vickers que a menudo superan los 1200 HV. Se utiliza en maquinaria textil, rodillos de fábricas de papel y componentes hidráulicos donde se requiere resistencia al desgaste y a la corrosión.
- Titanio (TiO₂): A menudo se mezcla con alúmina para mejorar la flexibilidad del recubrimiento. La titania pura se utiliza en recubrimientos de implantes biomédicos y como superficie fotocatalítica en determinadas aplicaciones industriales.
Consideraciones de aplicación para revestimientos cerámicos
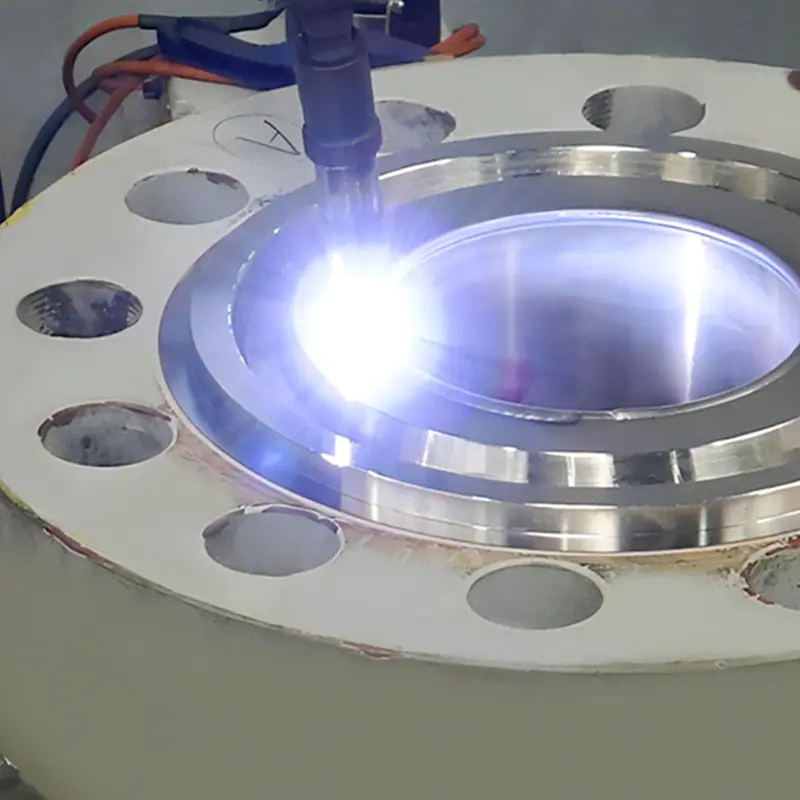
Debido a que las cerámicas tienen poca adherencia a los metales sin una capa adhesiva, primero se aplica una capa adhesiva metálica (generalmente NiCrAlY, NiAl o MCrAlY) al sustrato antes de la capa superior cerámica. Esta capa intermedia compensa el desajuste del coeficiente de expansión térmica (CTE) entre la cerámica y el metal, lo que reduce el riesgo de delaminación durante el ciclo térmico. La pulverización de plasma (APS o VPS) es el proceso dominante para la deposición de cerámica porque la temperatura del chorro de plasma puede superar los 15.000 °C, derritiendo fácilmente incluso los polvos cerámicos más refractarios.
El sellado posterior a la pulverización de revestimientos cerámicos con selladores inorgánicos u orgánicos es una práctica común en entornos corrosivos, ya que la porosidad inherente de las cerámicas pulverizadas térmicamente puede permitir que electrolitos o gases agresivos lleguen al sustrato a través de poros interconectados.
Recubrimiento de carburo de tungsteno: el estándar de oro para la protección contra el desgaste
Entre todos los materiales de recubrimiento por pulverización térmica, los recubrimientos a base de carburo de tungsteno representan la solución de mayor rendimiento para componentes sujetos a abrasión, erosión y desgaste por deslizamiento severos. El carburo de tungsteno (WC) es un material extremadamente duro con una dureza Vickers a granel superior a 2400 HV, pero en aplicaciones de pulverización térmica siempre se utiliza como cermet, un compuesto de partículas de carburo unidas en una matriz metálica, más comúnmente cobalto (Co) o níquel (Ni) o una aleación de níquel-cromo (NiCr).
Por qué WC-Co y WC-CoCr son los grados más especificados
Las dos composiciones de recubrimiento por pulverización de carburo de tungsteno más comúnmente especificadas son WC-12Co y WC-10Co-4Cr. El aglutinante de cobalto proporciona tenacidad y ductilidad de las que carece el carburo puro, lo que evita la fractura frágil bajo cargas de impacto. La adición de cromo en WC-10Co-4Cr mejora drásticamente la resistencia a la corrosión en ambientes acuosos y ácidos, lo que lo convierte en la opción preferida para recubrimientos de varillas hidráulicas y ejes de bombas expuestos al agua de mar o fluidos de procesos químicos.
Un recubrimiento HVOF WC-Co bien aplicado normalmente logra una porosidad inferior al 1 %, una dureza en el rango de 1100 a 1300 HV y una fuerza de unión superior a 70 MPa. Estas propiedades son difíciles de igualar con cualquier tratamiento de superficie alternativo que no sea el cromado duro, que está cada vez más restringido debido a la toxicidad del cromo hexavalente (Cr⁶⁺) según las regulaciones ambientales, incluidas las normas REACH y EPA.
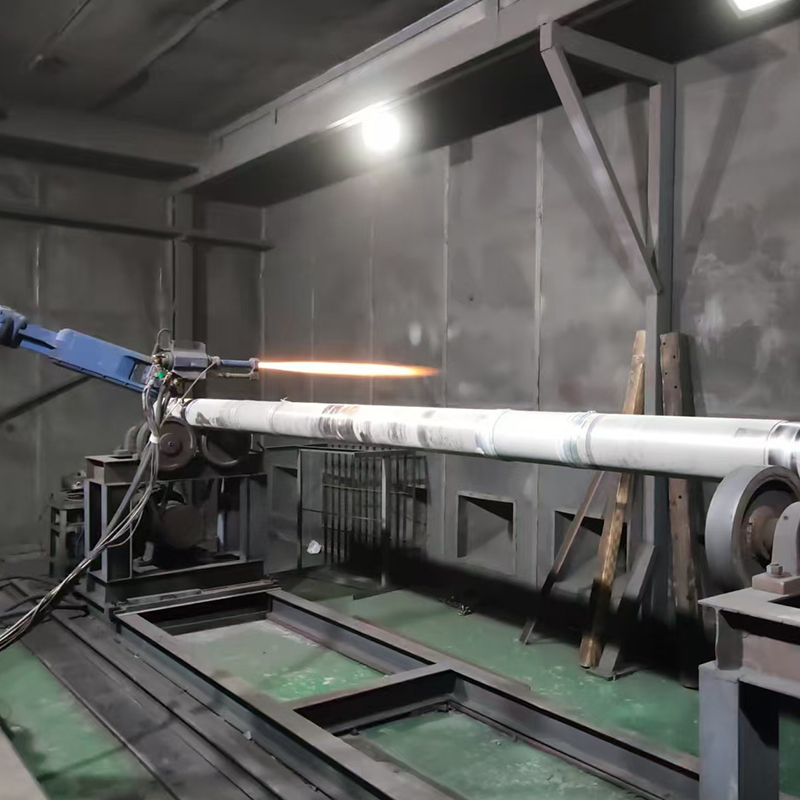
Cómo se aplica el recubrimiento en aerosol de carburo de tungsteno HVOF
El proceso HVOF (Oxi-combustible de alta velocidad) es el estándar establecido para aplicar recubrimientos en aerosol de carburo de tungsteno. En este proceso, un gas combustible (propileno, propano, hidrógeno o queroseno) se quema con oxígeno en una cámara especialmente diseñada, generando una corriente de gas a alta presión que acelera las partículas de polvo a velocidades supersónicas, a menudo entre 600 y 900 m/s. La ventaja clave es que la alta energía cinética, en lugar de la energía térmica únicamente, impulsa los enlaces de partículas. Esto significa que las partículas de WC llegan al sustrato sin derretirse por completo, lo cual es fundamental porque el WC comienza a descomponerse por encima de ~2600 °C, convirtiéndose en W₂C y carbono libre (un fenómeno llamado descarburación) que degrada significativamente la dureza del recubrimiento y el rendimiento frente al desgaste.
Una aplicación típica de recubrimiento de carburo de tungsteno HVOF sigue esta secuencia:
- Preparación de la superficie: Granallado con óxido de aluminio o arena de acero hasta una limpieza Sa 2,5 y una rugosidad superficial de Ra 3–6 µm para maximizar la adhesión mecánica.
- Precalentamiento: El sustrato se precalienta a 50–80°C para eliminar la humedad y estabilizar las condiciones térmicas durante la pulverización.
- Pulverización HVOF: Se inyecta polvo de WC-Co o WC-CoCr (normalmente con un tamaño de partícula de 15 a 45 µm) en la pistola HVOF y se deposita en múltiples pasadas para crear el espesor de recubrimiento deseado, normalmente de 150 a 400 µm para la mayoría de las aplicaciones industriales.
- Rectificado y acabado: Debido a que los recubrimientos HVOF tienen una alta rugosidad superficial al ser pulverizados (Ra 3–8 µm), se realiza un pulido con diamante para lograr las tolerancias dimensionales y el acabado superficial necesarios para componentes de precisión como cilindros hidráulicos y émbolos de bombas.
Carburo de tungsteno versus cromo duro: una comparación práctica
Los recubrimientos por pulverización térmica de carburo de tungsteno se consideran ampliamente como el principal sustituto del cromo duro galvanizado (EHC). Históricamente, el cromo duro ha sido el tratamiento de superficie predeterminado para varillas hidráulicas, componentes de trenes de aterrizaje y rodillos industriales, pero el endurecimiento de las regulaciones ambientales en torno al cromo hexavalente ha creado una fuerte presión regulatoria y de mercado para la transición a tecnologías alternativas. La siguiente comparación resalta las diferencias clave en rendimiento y cumplimiento:
| Propiedad | Revestimiento HVOF WC-CoCr | Cromo duro galvanizado |
| Dureza (HV) | 1100-1300 | 800-1000 |
| Porosidad | <1% | Red porosa y microfisurada |
| Resistencia a la abrasión | superiores | bueno |
| Resistencia a la corrosión | Excelente (con aglutinante de CoCr) | Moderado (depende del espesor) |
| Cumplimiento ambiental | Totalmente compatible (REACH, RoHS) | Restringido/prohibido en muchas regiones |
| Fuerza de unión | >70MPa | Unido electroquímicamente |
| Riesgo de fragilidad por hidrógeno | Ninguno | Riesgo significativo para los aceros de alta resistencia |
Seleccionar el recubrimiento por pulverización térmica adecuado para su aplicación
Elegir el sistema de recubrimiento por pulverización térmica correcto requiere una evaluación sistemática del entorno operativo, el modo de falla, el material del sustrato, los requisitos dimensionales y el presupuesto. Un recubrimiento que funciona excelentemente en una aplicación puede fallar prematuramente en otra si el mecanismo dominante de desgaste o degradación es diferente. El siguiente marco ayuda a encontrar la solución adecuada:
Identificar el mecanismo de falla principal
Antes de seleccionar cualquier recubrimiento, los ingenieros deben determinar si el componente está fallando principalmente debido al desgaste abrasivo, la erosión, el desgaste adhesivo, el desgaste, la oxidación a alta temperatura, la corrosión o una combinación de estos. Por ejemplo, el impulsor de una bomba que se erosiona debido a un fluido cargado de arena requiere una solución diferente a la del tubo de una caldera que experimenta oxidación a alta temperatura. Identificar erróneamente el mecanismo de falla es la razón más común por la que los recubrimientos por pulverización térmica tienen un rendimiento inferior en servicio.
Haga coincidir el material de revestimiento con el entorno
La lógica de coincidencia general para entornos comunes es la siguiente:
- Abrasión seca severa: HVOF WC-Co o WC-CoCr; la dureza y el contenido de carburo son las propiedades dominantes.
- Abrasión húmeda o desgaste por corrosión: HVOF WC-CoCr o HVOF Cr₃C₂-NiCr (carburo de cromo para ambientes con temperaturas más altas, superiores a 500 °C).
- Oxidación a alta temperatura (hasta 1000°C): capas de unión MCrAlY con capa superior cerámica YSZ para barrera térmica; o revestimientos de alúmina/cromia para protección contra la oxidación a temperaturas moderadas.
- Aislamiento eléctrico: Recubrimientos de alúmina o alúmina-titania pulverizados con plasma sobre sustratos metálicos.
- Restauración dimensional: Acero inoxidable, bronce o metal Babbitt rociado con arco o rociado con llama para reconstruir superficies desgastadas a sus dimensiones originales.
Considere la sensibilidad y la geometría del sustrato
El proceso de proyección térmica debe ser compatible con la sensibilidad del sustrato al calor y la geometría. Los componentes de acero de alta resistencia, como los trenes de aterrizaje de los aviones, son susceptibles a la fragilización por hidrógeno debido a procesos electroquímicos, lo que hace que el rociado térmico HVOF sea una alternativa especialmente atractiva. Las geometrías internas complejas o los orificios de diámetro pequeño pueden limitar el acceso de las pistolas pulverizadoras, que normalmente requieren una línea de visión entre la boquilla de la pistola y la superficie del sustrato. En estos casos, es posible que se necesiten pistolas rociadoras de diámetro interno (ID) especializadas o procesos alternativos.
Normas de prueba y control de calidad para recubrimientos por pulverización térmica
Para que los recubrimientos por pulverización térmica funcionen de manera confiable en aplicaciones críticas para la seguridad o de larga vida útil, el control constante del proceso y las pruebas posteriores a la aplicación no son negociables. La industria opera bajo varios estándares clave y protocolos de prueba que rigen la aceptación del recubrimiento:
- ASTM C633: Método de prueba estándar para la adhesión o la resistencia a la cohesión de recubrimientos por pulverización térmica mediante pruebas de tracción por tracción. Se especifica un valor mínimo de resistencia de unión (normalmente ≥35 MPa para revestimientos estructurales, ≥70 MPa para revestimientos de carburo HVOF).
- ASTM B833/ISO 14923: Normas que cubren los procesos de proyección térmica y los requisitos de calidad para recubrimientos metálicos y cerámicos proyectados térmicamente.
- Análisis de sección transversal metalográfica: Las secciones transversales pulidas se examinan bajo microscopía óptica o electrónica de barrido (SEM) para medir la porosidad, el contenido de óxido, la fracción de partículas no fundidas, el espesor del recubrimiento y la integridad de la interfaz.
- Prueba de dureza Vickers (HV0.3 o HV1): Las mediciones de microdureza confirman que el recubrimiento depositado ha alcanzado el rango de dureza esperado. Para los recubrimientos HVOF WC-Co, los criterios de aceptación típicos son 1050-1300 HV.
- ASTM G65 (abrasión de rueda de caucho con arena seca): Cuantifica la resistencia a la abrasión de los recubrimientos antidesgaste en condiciones estandarizadas, lo que permite una comparación directa entre los materiales y procesos de recubrimiento candidatos.
Los principales aplicadores de pulverización térmica mantienen registros de parámetros de pulverización, registros de certificación de polvo y resultados de cupones de prueba como parte de un sistema de gestión de calidad (QMS) documentado alineado con los requisitos de ISO 9001 o AS9100 (aeroespacial). La calificación de procesos mediante pruebas presenciales y aprobación por parte de fabricantes de equipos originales (OEM) o usuarios finales es común en los sectores aeroespacial y de petróleo y gas, donde la falla de los componentes conlleva graves consecuencias.
Desarrollos emergentes en tecnología de pulverización térmica
La industria del rociado térmico continúa evolucionando con avances en la fabricación de polvos, el control de procesos y nuevas arquitecturas de recubrimiento. El rociado de combustible de aire de alta velocidad (HVAF) está ganando terreno como una alternativa de menor costo y mayor velocidad al HVOF tradicional para recubrimientos a base de WC, ofreciendo una descarburación aún menor y una mayor eficiencia de deposición. El spray de plasma en suspensión (SPS) y el spray de plasma precursor de solución (SPPS) permiten la deposición de recubrimientos cerámicos nanoestructurados o de estructura columnar con una resistencia superior a los ciclos térmicos en comparación con el spray de plasma convencional YSZ, fundamental para los recubrimientos de barrera térmica de turbinas de gas de próxima generación que funcionan a temperaturas de disparo más altas.
En el campo de los recubrimientos de carburo de tungsteno, la investigación sobre polvos nanoestructurados de WC-Co (tamaño de grano de carburo inferior a 200 nm) ha demostrado mejoras significativas en la dureza y tenacidad simultáneamente, una combinación que es difícil de lograr en los sistemas convencionales de grano grueso. La fabricación aditiva y la automatización robótica del movimiento de la pistola pulverizadora también están mejorando la uniformidad del recubrimiento en geometrías 3D complejas, reduciendo la variabilidad humana en el proceso de pulverización y permitiendo un control más estricto de la distribución del espesor del recubrimiento en componentes grandes o geométricamente complejos.










 TOP
TOP